自动识别聚焦镜的方法及聚焦镜座与流程
本发明属于激光加工,具体涉及自动识别聚焦镜的方法及聚焦镜座。
背景技术:
1、现有的激光设备使用的聚焦镜只是一个镜片,同时在镜片有包装盒,根据包装盒上标注的参数来进行识别,如果包装盒弄丢了之后,这时人工不太好识别,需要调焦只能通过根据当前使用的聚焦镜的种类来进行不同焦距的尝试。
2、现有激光设备采用人工手动调焦方式和电动调焦的方式。
3、人工手动调焦则是人工安装好聚焦镜后,人工根据聚焦镜的规格来调整切割头与材料的距离。缺陷是更换不同的聚焦镜都需要人工去调整激光头的高度,高度调整不准确,直接影响了切割的品质,且效率也较低。
4、电动调焦的方式是增加一个传感器,首先设置好零点,然后根据不同的聚焦镜的工作距离在软件上设置好偏移量。这种方式的优势就是省去了人工调焦的动作,在人工更换聚焦镜后,只需要在软件里面选择对应的聚焦镜的规格,然后软件会自动控制调整到焦距位置。但是在更换不同的聚焦镜后,还是需要人工在软件上去选择对应的聚焦镜规格,来进行调整,如果出现人为失误选错可能会造成激光头撞击到产品,也可能会造成当前的产品报废。
技术实现思路
1、为了克服现有技术中的缺陷,本发明提供一种自动识别聚焦镜的方法。
2、本发明还提供一种聚焦镜座。
3、本发明通过以下技术方案来实现上述目的:
4、一种自动识别聚焦镜的方法,包括如下步骤:
5、为每一聚焦镜配置一识别器,每一种所述识别器对应一种规格的聚焦镜;
6、将所述识别器与控制系统电连接以进行通讯。
7、上述的自动识别聚焦镜的方法,通过设置识别器来对应每种规格的聚焦镜,从而实现控制系统自动通过识别器识别聚焦镜的功能,减少了人工操作,提高了效率,而且识别的准确性较高。
8、一实施例中,所述识别器由多个通讯部件以高低电平方式排列形成。
9、一实施例中,所述识别器包括插座及固定于所述插座中的所述通讯部件。
10、一实施例中,所述通讯部件的数量为n,所述通讯部件形成(2n-1)种所述的识别器。
11、一实施例中,所述通讯部件为插头、插针或排线。
12、一实施例中,所述聚焦镜与所述识别器均安装于镜座上。
13、一实施例中,所述的自动识别聚焦镜的方法,包括如下步骤:
14、为每一聚焦镜配置一识别器,每一种所述识别器对应一种规格的聚焦镜;
15、将所述识别器与控制系统电连接以进行通讯;
16、所述控制系统根据所述识别器识别出聚焦镜是否插入以及聚焦镜的规格。
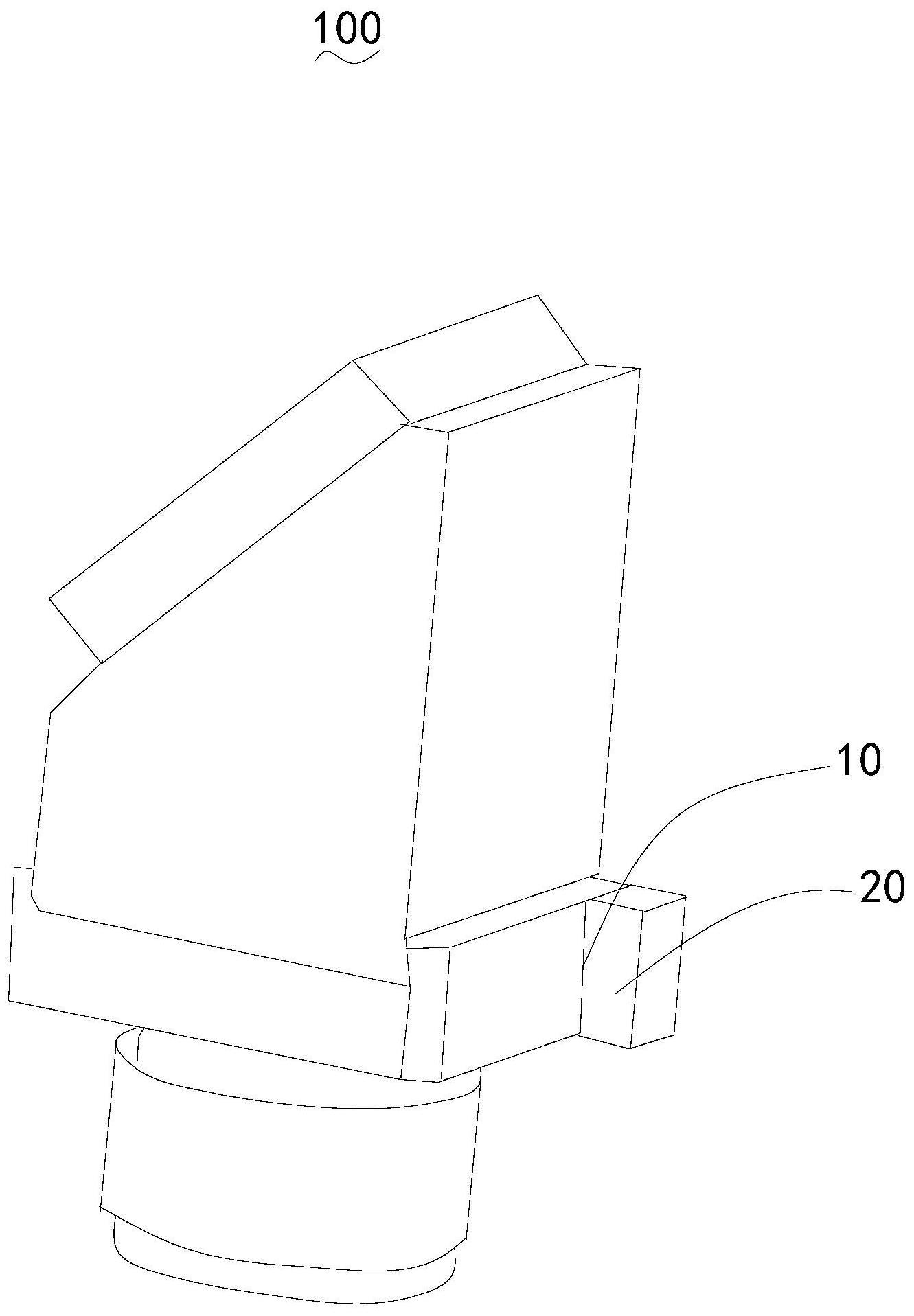
17、本发明还提供一种聚焦镜座,包括透镜安装位及识别器安装位,所述透镜安装位安装有聚焦镜,所述识别器安装位安装有识别器。
18、一实施例中,所述识别器安装位为一插槽,所述识别器安装于所述插槽内。
19、一实施例中,所述识别器由多个通讯部件以高低电平方式排列形成。
20、一实施例中,所述通讯部件的数量为n,所述通讯部件形成(2n-1)种所述的识别器。
技术特征:
1.一种自动识别聚焦镜的方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的自动识别聚焦镜的方法,其特征在于,所述识别器由多个通讯部件以高低电平方式排列形成。
3.根据权利要求2所述的自动识别聚焦镜的方法,其特征在于,所述识别器包括插座及固定于所述插座中的所述通讯部件。
4.根据权利要求2所述的自动识别聚焦镜的方法,其特征在于,所述通讯部件的数量为n,所述通讯部件形成(2n-1)种所述的识别器。
5.根据权利要求2-4任一项所述的自动识别聚焦镜的方法,其特征在于,所述通讯部件为插头、插针或排线。
6.根据权利要求1所述的自动识别聚焦镜的方法,其特征在于,包括如下步骤:
7.一种聚焦镜座,其特征在于,包括透镜安装位及识别器安装位,所述透镜安装位安装有聚焦镜,所述识别器安装位安装有识别器。
8.根据权利要求7所述的聚焦镜座,其特征在于,所述识别器安装位为一插槽,所述识别器安装于所述插槽内。
9.根据权利要求7或8所述的聚焦镜座,其特征在于,所述识别器由多个通讯部件以高低电平方式排列形成。
10.根据权利要求9所述的聚焦镜座,其特征在于,所述通讯部件的数量为n,所述通讯部件形成(2n-1)种所述的识别器。
技术总结
本发明公开了一种自动识别聚焦镜的方法及聚焦镜座。该自动识别聚焦镜的方法,包括如下步骤:为每一聚焦镜配置一识别器,每一种所述识别器对应一种规格的聚焦镜;将所述识别器与控制系统电连接以进行通讯;聚焦镜座包括透镜安装位及识别器安装位,所述透镜安装位安装有聚焦镜,所述识别器安装位安装有识别器。本发明所述自动识别聚焦镜的方法,减少了人工操作,提高了效率,而且识别的准确性较高。
技术研发人员:旷雅胜,吴海波,李仲卿,卓锐,卓劲松,刘志伟,罗冬初,龙清
受保护的技术使用者:广东大族粤铭激光集团股份有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!