一种转向机钢珠装配机构及其方法与流程
本发明涉及汽车零部件制造,具体地说是一种转向机钢珠装配机构及其方法。
背景技术:
1、参见图1,滚珠丝杠机构主要由三部分组成:齿条1的一端是丝杠端,一端是齿端,其中,仅丝杠端需要与转向螺母2配合;转向螺母2与齿条1配合,转向螺母2的内螺纹处预装了钢珠导向器,由于钢珠导向套突出在内螺纹外,所以齿条1在和转向螺母2啮合的过程中,必须边转动边垂直移动,以便绕开钢珠导向套;钢珠3设置在齿条1与转向螺母2之间,钢珠3需要按照齿条1与转向螺母2的尺寸进行选配。
2、因此,需要设计一种转向机钢珠装配机构及其方法,能够实现齿条、转向螺母、钢珠装配。
技术实现思路
1、本发明的目的是克服现有技术的不足,提供了一种转向机钢珠装配机构及其方法,能够实现齿条、转向螺母、钢珠装配。
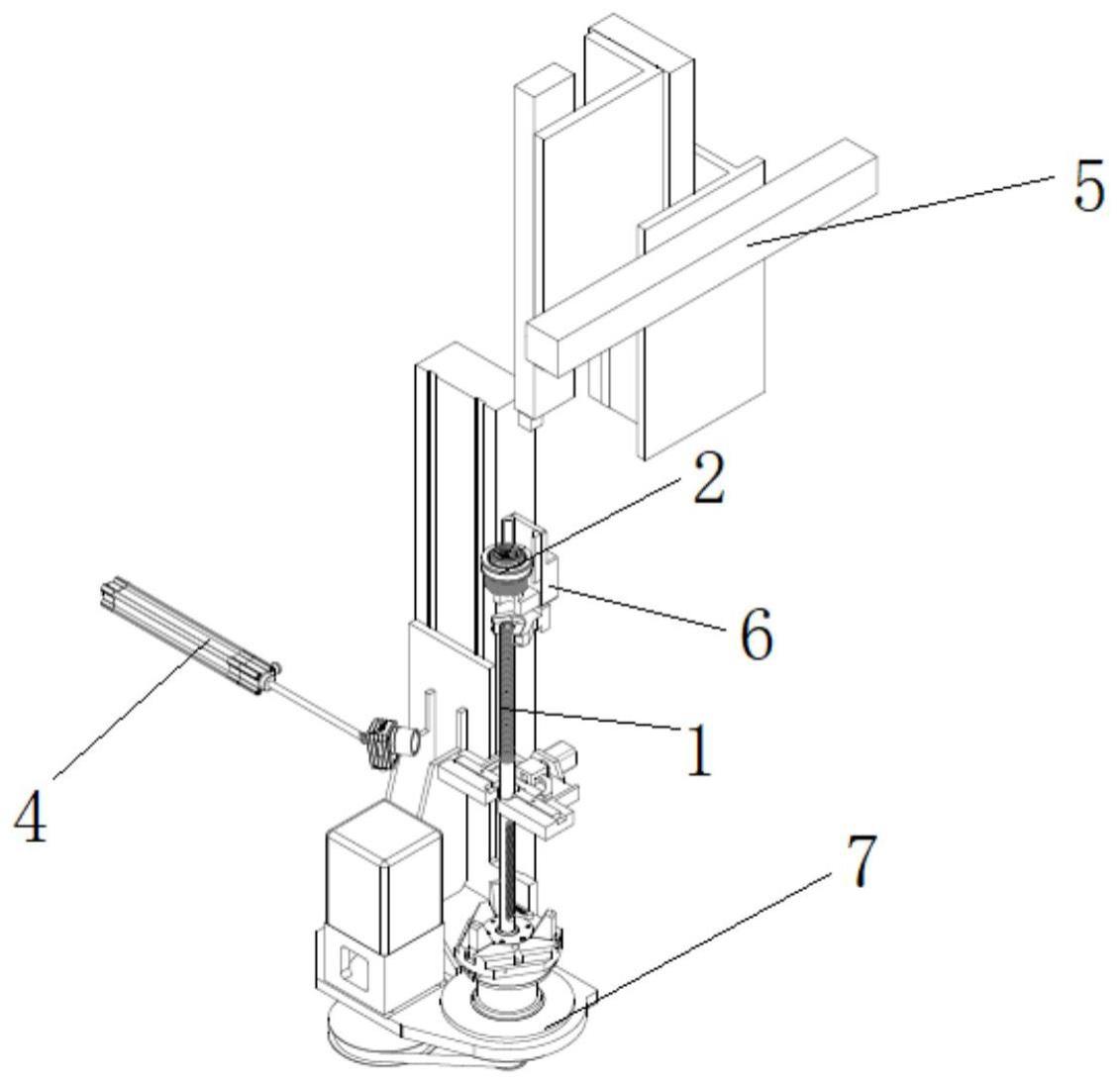
2、为了达到上述目的,本发明提供一种转向机钢珠装配机构,包括钢珠装配装置、定位机构、齿条同步机构、影像识别机构,钢珠装配装置安装在齿条同步机构的上方,齿条安装在齿条同步机构上,齿条上端安装在定位机构内,定位机构上还安装有转向螺母,齿条的侧面安装有影像识别机构。
3、齿条同步机构包括垂直升降装置、底板、电机、同步带、传动轴、三爪机构、读码器,底板与垂直升降装置连接,底板的表面安装有电机、传动轴,电机的轴与传动轴之间采用同步带连接,传动轴上安装有三爪机构,电机上安装有读码器。
4、所述的影像识别机构的数据输出端与机床控制系统的信号输入端连接,读码器的信息输出端与机床控制系统的条码信息输入端连接,机床控制系统的六个信号输出端分别与齿条同步机构的垂直升降装置的驱动端、齿条同步机构的电机驱动端、齿条同步机构的三爪机构的驱动端、钢珠装配装置的垂直移动装置的驱动端、钢珠装配装置的水平移动装置的驱动端、钢珠装配装置的伸缩气缸的驱动端连接。
5、所述的钢珠装配装置包括垂直移动装置、钢珠导向套、水平移动装置、连接内板、连接外板、钢珠滑槽、伸缩气缸,连接外板与水平移动装置连接,垂直移动装置安装在连接外板的内侧,连接内板与垂直移动装置连接,钢珠滑槽安装在连接内板的内侧,钢珠滑槽的底部开口处设有钢珠导向套,钢珠导向套与钢珠滑槽的连接处设有伸缩气缸。
6、所述的定位机构包括弹簧夹爪、气缸夹爪、连接板、凸台,弹簧夹爪设置在气缸夹爪的下方,弹簧夹爪夹住齿条的上端,气缸夹爪夹住转向螺母的底部,气缸夹爪安装在连接板上,连接板的上部设有两个凸台,两个凸台卡住转向螺母的边缘。
7、一种转向机钢珠装配机构的装配方法,包括如下步骤:步骤1,人工将齿条的两端分别安装在三爪机构和定位机构内,并使齿条的二维码对准读码器,读码器读取二维码后,三爪机构将齿条夹紧;步骤2,影像识别机构对齿条的丝杆端拍照,确认齿条的丝杆端当前位置与齿条目标位置的偏差值是否在设定范围内,如在设定范围内,齿条同步机构根据偏差值,通过垂直升降装置带动齿条垂直移动至所需的高度位置,电机带动齿条旋转至所需的角度位置,接着进行步骤3,如超出设定范围,则齿条的放置位置错误,机床报警;步骤3,影像识别机构在齿条预啮合位置拍照,读取齿条的相对位置,齿条同步机构根据标准参数调整齿条的高度;步骤4,移动钢珠装配装置,使钢珠导向套压住转向螺母;步骤5,齿条同步机构电机带动齿条旋转,同时通过垂直升降装置带动齿条垂直向下移动,选配的钢珠通过钢珠导向套灌入转向螺母内,直至钢珠装配完成。
8、所述的齿条目标位置的设置方法包括如下步骤:步骤1a,将齿条与转向螺母采用胶水粘合,待胶水冷却后,将齿条与转向螺母放入齿条同步机构和定位机构,并以转向螺母的工作面定位;步骤2a,将影像识别机构移动至工作区域,拍摄照片作为0mm基准位置。
9、所述的标准参数为影像识别机构对齿条拍照后,读取的齿条的丝杆端最低点到端面的距离。
10、所述的钢珠的选配方法包括如下步骤:步骤1b,根据二维码信息获取齿条跨棒径尺寸m1和转向螺母跨棒径尺寸m2;步骤2b,计算最佳钢球等级,d为0档钢球的标准尺寸,c为矫正参数;步骤3b,将最佳钢球等级a1四舍五入后取整;根据取整后的最佳钢球等级a1选择对应档位的钢珠。
11、所述的矫正参数为-10~10。
12、本发明同现有技术相比,设计了转向机钢珠装配机构及方法,通过钢珠装配装置、定位机构、齿条同步机构、影像识别机构实现齿条、转向螺母、钢珠的装配,并通过齿条同步机构使齿条边转动边垂直移动,便于齿条与转向螺母的装配,结合钢珠选配方法选择适合档位的钢珠,避免钢珠与齿条或转向螺母发生磕碰,保证装配后成品的质量。
技术特征:
1.一种转向机钢珠装配机构,包括钢珠装配装置、定位机构、齿条同步机构、影像识别机构,其特征在于:钢珠装配装置(5)安装在齿条同步机构(7)的上方,齿条(1)安装在齿条同步机构(7)上,齿条(1)上端安装在定位机构(6)内,定位机构(6)上还安装有转向螺母(2),齿条(1)的侧面安装有影像识别机构(4), 齿条同步机构(7)包括垂直升降装置(71)、底板(72)、电机(73)、同步带(74)、传动轴(75)、三爪机构(76)、读码器(77),底板(72)与垂直升降装置(71)连接,底板(72)的表面安装有电机(73)、传动轴(75),电机(73)的轴与传动轴(75)之间采用同步带(74)连接,传动轴(75)上安装有三爪机构(76),电机(73)上安装有读码器(77)。
2.根据权利要求1所述的一种转向机钢珠装配机构,其特征在于:所述的影像识别机构(4)的数据输出端与机床控制系统的信号输入端连接,读码器(77)的信息输出端与机床控制系统的条码信息输入端连接,机床控制系统的六个信号输出端分别与齿条同步机构(7)的垂直升降装置的驱动端、齿条同步机构(7)的电机驱动端、齿条同步机构(7)的三爪机构的驱动端、钢珠装配装置(5)的垂直移动装置的驱动端、钢珠装配装置(5)的水平移动装置的驱动端、钢珠装配装置(5)的伸缩气缸的驱动端连接。
3.根据权利要求1所述的一种转向机钢珠装配机构,其特征在于:所述的钢珠装配装置(5)包括垂直移动装置(51)、钢珠导向套(52)、水平移动装置(53)、连接内板(54)、连接外板(55)、钢珠滑槽(56)、伸缩气缸,连接外板(55)与水平移动装置(53)连接,垂直移动装置(51)安装在连接外板(55)的内侧,连接内板(54)与垂直移动装置(51)连接,钢珠滑槽(56)安装在连接内板(54)的内侧,钢珠滑槽(56)的底部开口处设有钢珠导向套(52),钢珠导向套(52)与钢珠滑槽(56)的连接处设有伸缩气缸。
4.根据权利要求1所述的一种转向机钢珠装配机构,其特征在于:所述的定位机构(6)包括弹簧夹爪(61)、气缸夹爪(62)、连接板(63)、凸台(64),弹簧夹爪(61)设置在气缸夹爪(62)的下方,弹簧夹爪(61)夹住齿条(1)的上端,气缸夹爪(62)夹住转向螺母(2)的底部,气缸夹爪(62)安装在连接板(63)上,连接板(63)的上部设有两个凸台(64),两个凸台(64)卡住转向螺母(2)的边缘。
5.一种采用如权利要求1所述的转向机钢珠装配机构的装配方法,其特征在于:包括如下步骤:步骤1,人工将齿条(1)的两端分别安装在三爪机构(76)和定位机构(6)内,并使齿条(1)的二维码对准读码器(77),读码器(77)读取二维码后,三爪机构(76)将齿条(1)夹紧;步骤2,影像识别机构(4)对齿条(1)的丝杆端拍照,确认齿条(1)的丝杆端当前位置与齿条目标位置的偏差值是否在设定范围内,如在设定范围内,齿条同步机构(7)根据偏差值,通过垂直升降装置(71)带动齿条(1)垂直移动至所需的高度位置,电机(73)带动齿条(1)旋转至所需的角度位置,接着进行步骤3,如超出设定范围,则齿条(1)的放置位置错误,机床报警;步骤3,影像识别机构(4)在齿条预啮合位置拍照,读取齿条(1)的相对位置,齿条同步机构(7)根据标准参数调整齿条(1)的高度;步骤4,移动钢珠装配装置(5),使钢珠导向套(52)压住转向螺母(2);步骤5,齿条同步机构(7)电机(73)带动齿条(1)旋转,同时通过垂直升降装置(71)带动齿条(1)垂直向下移动,选配的钢珠(3)通过钢珠导向套(52)灌入转向螺母(2)内,直至钢珠(3)装配完成。
6.根据权利要求5所述的一种转向机钢珠装配方法,其特征在于:所述的齿条目标位置的设置方法包括如下步骤:步骤1a,将齿条(1)与转向螺母(2)采用胶水粘合,待胶水冷却后,将齿条(1)与转向螺母(2)放入齿条同步机构(7)和定位机构(6),并以转向螺母(2)的工作面定位;步骤2a,将影像识别机构(4)移动至工作区域,拍摄照片作为0mm基准位置。
7.根据权利要求5所述的一种转向机钢珠装配方法,其特征在于:所述的标准参数为影像识别机构(4)对齿条(1)拍照后,读取的齿条(1)的丝杆端最低点到端面的距离。
8.根据权利要求5所述的一种转向机钢珠装配方法,其特征在于:所述的钢珠(3)的选配方法包括如下步骤:步骤1b,根据二维码信息获取齿条跨棒径尺寸m1和转向螺母跨棒径尺寸m2;步骤2b,计算最佳钢球等级,d为0档钢球的标准尺寸,c为矫正参数;步骤3b,将最佳钢球等级a1四舍五入后取整;根据取整后的最佳钢球等级a1选择对应档位的钢珠。
9.根据权利要求6所述的一种转向机钢珠装配方法,其特征在于:所述的矫正参数为-10~10。
技术总结
本发明涉及汽车零部件制造技术领域,具体地说是一种转向机钢珠装配机构及其方法,包括钢珠装配装置、定位机构、齿条同步机构、影像识别机构,钢珠装配装置安装在齿条同步机构的上方,齿条安装在齿条同步机构上,齿条上端安装在定位机构内,定位机构上还安装有转向螺母,齿条的侧面安装有影像识别机构。本发明同现有技术相比,设计了转向机钢珠装配机构及方法,通过钢珠装配装置、定位机构、齿条同步机构、影像识别机构实现齿条、转向螺母、钢珠的装配,并通过齿条同步机构使齿条边转动边垂直移动,便于齿条与转向螺母的装配,结合钢珠选配方法选择适合档位的钢珠,避免钢珠与齿条或转向螺母发生磕碰,保证装配后成品的质量。
技术研发人员:彭学超,胡其波
受保护的技术使用者:博世华域转向系统有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!