一种喷嘴叶片的机械加工工艺的制作方法
本发明主要涉及汽轮机叶片领域,尤其涉及一种喷嘴叶片的机械加工工艺。
背景技术:
1、汽轮机可调汽流喷嘴叶片的特点是小巧,叶片前缘形状具有弯曲线形状,弯曲线形状通过从喷嘴叶片的转动轴到前缘的距离根据喷嘴叶片高度位置变化而形成,后缘形状具有直线形状,直线形状通过不论喷嘴叶片高度位置如何从喷嘴叶片的转动轴到后缘的距离都为固定而形成。
2、然而,现有汽轮机叶片在使用时由于受到的冲击力较大,汽流调节较为不易,耐磨性较差,喷汽效果不佳,因此使用寿命较短,生产成本较高等的技术问题。
3、此喷嘴叶片形状有一定的特殊性且比较小巧,单件加工有一定的难度,存在浪费材料、装夹困难、工序繁琐、基准转换不稳定等问题。
技术实现思路
1、针对现有技术的上述缺陷,本发明提供一种喷嘴叶片的机械加工工艺,包括有以下工序:
2、步骤s1:坯料预加工:
3、步骤s1.1:在一整块仿形坯料的基础上分割成多个等间距的小坯料,然后铣小坯料的两平面,均匀去量;
4、步骤s1.2:磨小坯料的两平面,保证小坯料的厚度在尺寸理论值±0.02及平行度;
5、步骤s2:数控铣出内外环圆弧及台阶:
6、步骤s2.1:利用数控铣出小坯料长边两侧的外环1和内环2以及边线上的倒角3;
7、步骤s2.2:利用数控铣出小坯料长边方向上的外环圆弧台阶4和内环圆弧台阶5;
8、步骤s2.3:利用数控铣出小坯料内侧竖直面上的出汽侧汽道6;
9、步骤s2.4:料块翻身,数控铣小坯料另一侧的倒角3;
10、步骤s3:线切割内背弧贴合面:
11、步骤s3.1:将经过步骤s2的长条形小坯料的一侧进行线切割,切割出首块叶片内弧贴合面;
12、步骤s3.2:将首块叶片内弧贴合面的底端放置在夹具上并定位;
13、步骤s3.3:对步骤s3.2的首块叶片利用线切割切出背弧贴合面,即首块叶片雏形脱离小坯料整体;
14、步骤s3.4:再移动剩余小坯料,在夹具上重新定位,线切割料下一个叶片背弧贴合面,如此持续;
15、步骤s4:数控铣背弧型面;
16、步骤s4.1:对叶片雏形进行开荒粗铣背弧型面;
17、步骤s4.2:对叶片雏形背弧型面进行数控铣,并铣出汽道高度;
18、步骤s4.3:数控铣叶片背弧进汽侧部分、汽道高度;
19、步骤s5:抛光内背弧型面:
20、步骤s5.1:抛光内背弧型面及汽道高度;
21、步骤s5.2:修抛进出汽边圆弧和进汽边圆弧;
22、步骤s6:钳修、清洗、入库。
23、优选的,步骤s1.1中,在胚料的两面各留约0.3mm磨量。
24、优选的,步骤s4.2中,在数控铣背弧型面后,在叶片表面保留约0.1mm抛光量。
25、优选的,步骤s4.3中还包括同时利用数控铣叶片背弧面内凹槽上的倒角。
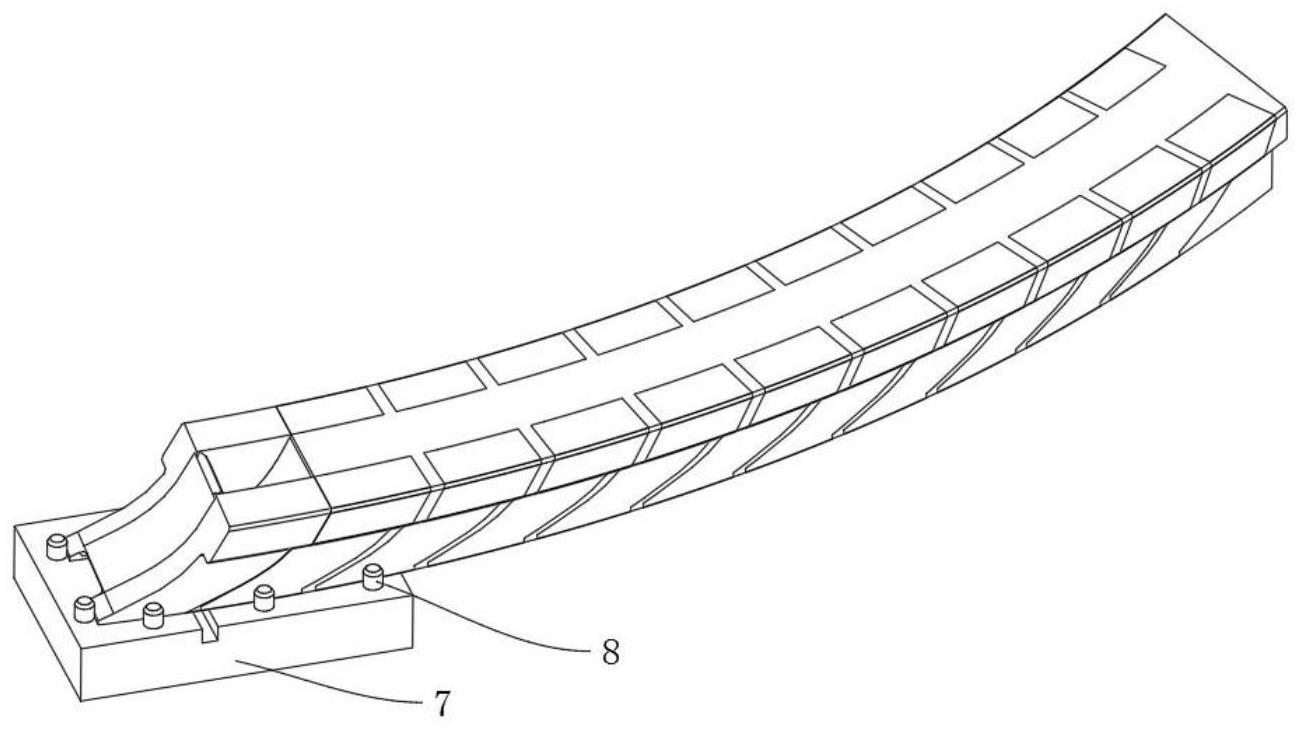
26、优选的,夹具包括底板7和定位圆柱销8,所述定位圆柱销8设置有多个,多个所述定位圆柱销8分别位于小坯料首个叶片的两侧。
27、优选的,步骤s3.2中,定位是指每次移动至新的叶片并沿着弧线角度进行旋转3.0769°。
28、优选的,步骤s5.2中,还包利用r规对出汽边圆弧,进汽边圆弧进行检测。
29、本发明的有益效果:
30、(1)使用此工艺生产喷嘴叶片工序少,效率高,一致性好;
31、(2)利用一件毛坯可生产出多个叶片;
32、(3)叶片叠加拼接成方块毛坯料,大大节省了原材料消耗,坯料也可以采用煅件从而改善金属的内部组织,提高金属的力学性能;
33、(4)各工序间工件装夹方便,基准面可靠,定位稳定。
技术特征:
1.一种喷嘴叶片的机械加工工艺,其特征在于,包括有以下工序:
2.根据权利要求1所述的喷嘴叶片的机械加工工艺,其特征在于:所述步骤s1.1中,在胚料的两面各留约0.3mm磨量。
3.根据权利要求2所述的喷嘴叶片的机械加工工艺,其特征在于:所述步骤s4.2中,在数控铣背弧型面后,在叶片表面保留约0.1mm抛光量。
4.根据权利要求3所述的喷嘴叶片的机械加工工艺,其特征在于:所述步骤s4.3中还包括同时利用数控铣叶片背弧面内凹槽上的倒角。
5.根据权利要求4所述的喷嘴叶片的机械加工工艺,其特征在于:所述夹具包括底板(7)和定位圆柱销(8),所述定位圆柱销(8)设置有多个,多个所述定位圆柱销(8)分别位于小坯料首个叶片的两侧。
6.根据权利要求5所述的喷嘴叶片的机械加工工艺,其特征在于:所述步骤s3.2中,定位是指每次移动至新的叶片并沿着弧线角度进行旋转3.0769°。
7.根据权利要求6所述的喷嘴叶片的机械加工工艺,其特征在于:所述步骤s5.2中,还包利用r规对出汽边圆弧,进汽边圆弧进行检测。
技术总结
本发明提供一种喷嘴叶片的机械加工工艺,包括有以下工序:步骤S1:坯料预加工;步骤S2:数控铣出内外环圆弧及台阶;步骤S3:线切割内背弧贴合面:步骤S4:数控铣背弧型面;步骤S5:抛光内背弧型面;步骤S6:钳修、清洗、入库。本发明提高使用此工艺生产喷嘴叶片工序少,效率高,一致性好;利用一件毛坯可生产出多个叶片;叶片叠加拼接成方块毛坯料,大大节省了原材料消耗,坯料也可以采用煅件从而改善金属的内部组织,提高金属的力学性能;各工序间工件装夹方便,基准面可靠,定位稳定。
技术研发人员:华建明
受保护的技术使用者:无锡市金叶精密铸造有限责任公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!