手动工具的制备方法及棘轮扳手与流程
本发明涉及手动工具领域,特别是涉及一种手动工具的制备方法及棘轮扳手。
背景技术:
1、目前的手动工具,在使用过程中,存在重量较大的问题,尤其是为了便于用户施加力矩,通常手柄的长度较长,导致手柄的重量较大。用户长时间使用后容易引起手腕或肩膀不适。
技术实现思路
1、有鉴于此,有必要提供一种手动工具的制备方法及棘轮扳手。
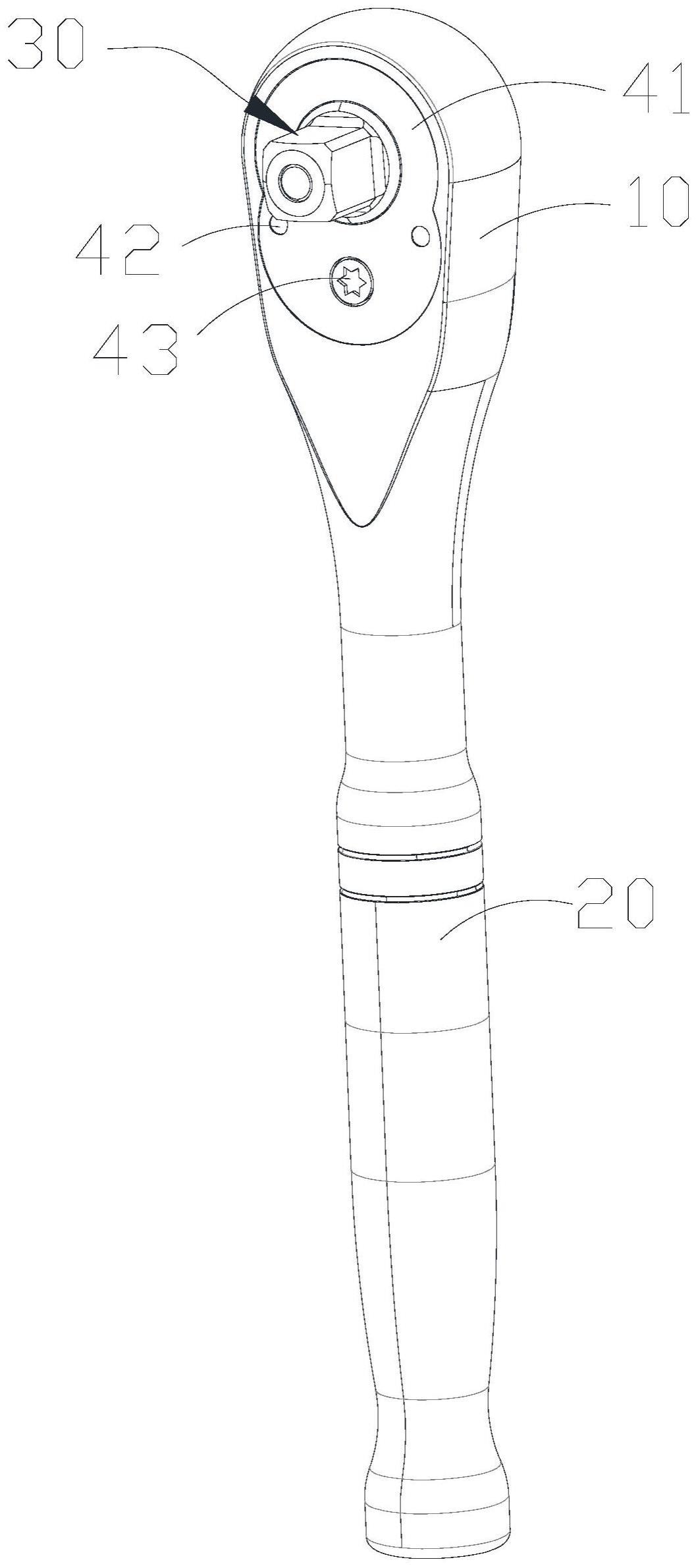
2、本发明提供一种手动工具的制备方法,所述手动工具包括手柄、头部及功能单元;
3、所述制备方法包括以下步骤:
4、制备钢材质的功能单元;
5、制备铝合金材质的手柄;
6、将所述功能单元固定于所述头部;
7、将所述头部固定于所述手柄。
8、在本发明的一个实施例中,所述制备铝合金材质的手柄步骤包括:
9、制备铝合金材质的手柄,其中,所述铝合金材质为改性铝合金,所述改性铝合金中各组分的质量分数为:钪0.2%~0.6%,硅≤1.3%,铁≤0.50%,铜≤2.0%,锰≤1.0%,镁≤2.9%,铬0.18%~0.28%,锌≤7.0%,钛≤0.20%,铝余量。
10、在本发明的一个实施例中,所述制备铝合金材质的手柄步骤包括:
11、制备所述改性铝合金材质的手柄,对所述手柄进行表面硬质阳极氧化处理,所述表面硬质阳极氧化处理为:
12、阳极材料采用硫酸,槽液浓度150g/l~180g/l,槽液温度-2℃~0℃,电流密度1.5a/dm2~3.5a/dm2,时间1h~2h,阴极材料采用铅板或铝板,工装采用钛或者铝;
13、或者,
14、阳极材料采用有机酸,槽液浓度8g/l~15g/l,槽液温度0℃~15℃,电流密度1.5a/dm2~3.5a/dm2,时间1h~2h,阴极材料采用铅板或铝板,工装采用钛或者铝。
15、在本发明的一个实施例中,所述制备铝合金材质的手柄步骤包括:
16、制备铝合金材质的手柄,其中,所述铝合金材质为改性7075铝合金,各组分的质量分数为:钪0.2%-0.6%,硅≤0.40%,铁≤0.50%,铜≤1.2%-2.0%,锰≤0.30%,镁≤2.1%-2.9%,铬0.18%-0.28%,锌≤5.1%-6.1%,钛≤0.20%,铝余量。
17、在本发明的一个实施例中,所述改性7075铝合金的拉伸强度不小于630mpa;采用硫酸进行表面硬质阳极氧化处理后的表面硬度不低于340hb,采用有机酸进行表面硬质阳极氧化处理后的表面硬度不低于320hb。
18、在本发明的一个实施例中,所述制备铝合金材质的手柄步骤包括:
19、制备铝合金材质的手柄,其中,所述铝合金材质为改性6082铝合金,各组分的质量分数为:钪0.2%-0.6%,硅≤0.7%-1.3%,铁≤0.50%,铜≤0.1%,锰≤0.4%-1.0%,镁≤0.6%-1.2%,铬0.18%-0.28%,锌≤0.2%,钛≤0.1%,铝余量。
20、在本发明的一个实施例中,所述改性6082铝合金的拉伸强度不小于518mpa;采用硫酸进行表面硬质阳极氧化处理后的表面硬度不低于200hb,采用有机酸进行表面硬质阳极氧化处理后的表面硬度不低于190hb。
21、在本发明的一个实施例中,所述手动工具为棘轮扳手,所述功能单元包括棘轮结构。
22、在本发明的一个实施例中,将所述功能单元固定于所述头部步骤包括:
23、将所述棘轮结构通过紧固件固定连接于所述头部,或者,将所述棘轮结构通过所述弹性钢圈卡接固定于所述头部。
24、在本发明的一个实施例中,将所述头部固定于所述手柄步骤包括:
25、所述头部为铝合金件,且所述头部与所述手柄为一体成型;或者,
26、所述头部为钢件,且所述头部与所述手柄铆接固定或通过紧固件固定连接。
27、本发明还提供一种棘轮扳手,采用上述的手动工具的制备方法制得。
28、在本发明的一个实施例中,所述棘轮扳手的重心位于所述棘轮扳手相对靠近所述头部的一侧。
29、本发明提供的手动工具的制备方法,手柄采用铝合金件,能够在保证手柄长度的同时大幅度减轻手动工具的重量,甚至还可以延长手柄长度以增加力臂,便于提高用户的使用舒适度。
技术特征:
1.一种手动工具的制备方法,其特征在于,所述手动工具包括手柄、头部及功能单元;
2.根据权利要求1所述的手动工具的制备方法,其特征在于,所述制备铝合金材质的手柄步骤包括:
3.根据权利要求2所述的手动工具的制备方法,其特征在于,所述制备铝合金材质的手柄步骤包括:
4.根据权利要求3所述的手动工具的制备方法,其特征在于,所述制备铝合金材质的手柄步骤包括:
5.根据权利要求4所述的手动工具的制备方法,其特征在于,所述改性7075铝合金的拉伸强度不小于630mpa;采用硫酸进行表面硬质阳极氧化处理后的表面硬度不低于340hb,采用有机酸进行表面硬质阳极氧化处理后的表面硬度不低于320hb。
6.根据权利要求3所述的手动工具的制备方法,其特征在于,所述制备铝合金材质的手柄步骤包括:
7.根据权利要求6所述的手动工具的制备方法,其特征在于,所述改性6082铝合金的拉伸强度不小于518mpa;采用硫酸进行表面硬质阳极氧化处理后的表面硬度不低于200hb,采用有机酸进行表面硬质阳极氧化处理后的表面硬度不低于190hb。
8.根据权利要求1-7任意一项所述的手动工具的制备方法,其特征在于,所述手动工具为棘轮扳手,所述功能单元包括棘轮结构。
9.根据权利要求8所述的手动工具的制备方法,其特征在于,将所述功能单元固定于所述头部步骤包括:
10.根据权利要求8所述的手动工具的制备方法,其特征在于,将所述头部固定于所述手柄步骤包括:
11.一种棘轮扳手,其特征在于,采用上述1-10任意一项所述的手动工具的制备方法制得。
12.根据权利要求11所述的棘轮扳手,其特征在于,所述棘轮扳手的重心位于所述棘轮扳手相对靠近所述头部的一侧。
技术总结
本发明涉及一种手动工具的制备方法及棘轮扳手,手动工具包括手柄、头部及功能单元;制备方法包括以下步骤:制备钢材质的功能单元;制备铝合金材质的手柄;将功能单元固定于头部;将头部固定于手柄。本发明提供的手动工具的制备方法,手柄采用铝合金件,能够在保证手柄长度的同时大幅度减轻手动工具的重量,甚至还可以延长手柄长度以增加力臂,便于提高用户的使用舒适度。
技术研发人员:邓慧寿,李跃明
受保护的技术使用者:杭州巨星科技股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!