一种降低激光热效应的加工装置及方法与流程
1.本发明涉及一种降低激光热效应的加工装置及方法,属于激光应用技术领域。
背景技术:
2.激光加工是一种有别于传统机械加工的非接触式加工方法,具有更精密、更准确、更迅速等优点,对提高产品质量、劳动生产率、自动化、无污染、减少材料消耗等起到愈来愈重要的作用,已经成为航空航天、集成电路、生物医药等领域特种加工的有效手段。目前,面向工业应用的主流激光器脉宽多在微秒(μs)、纳秒级(ns)水平,长脉宽激光作用于材料时,通过焦耳加热吸收激光能量,经晶格/电子热传导使材料辐照区域升温,经历熔化至汽化过程,完成材料的去除。材料在高能激光作用下,易于空气中的氧气结合,发生氧化反应,导致热影响区扩大,甚至会产生熔凝残渣及应变裂纹,限制工件加工精度、效率和工艺重复性。消除激光对材料加工中的热效应必须抑制激光能量输入所产生的热传导效应。皮秒激光以极高的峰值功率、极短的脉冲宽度,能够使材料瞬时汽化,热积累效应较小,具有非热去除特征。但是瞬时的高温,被加工区域周围仍然存在少量热扩散,会形成局部热影响区。对于高端制造而言,这种局部的热影响区仍然会导致材料特性被破坏,如在生物医药领域,局部热累积会造成药物活性降低,甚至失效。因此,发明一种降低激光热效应的加工装置及方法就显得极为重要。
技术实现要素:
3.本发明所要解决的技术问题在于提供一种降低激光热效应的加工装置,能够大幅度降低激光加工中热效应。
4.为了解决上述问题,本发明采用的技术方案如下:
5.一种降低激光热效应的加工装置,包括由密封盖与盒体组成的密封盒,所述密封盖可拆卸的安装在盒体的顶部,盒体内部为空腔结构,环绕所述盒体的内壁安装有气体通道,所述气体通道朝向盒体中心的一侧开设有若干吹气孔,
6.所述盒体的外侧安装有入气孔,所述入气孔与气体通道内部相贯通。
7.进一步,所述密封盒为圆柱状,所述气体通道为圆环状。
8.进一步,为了检测盒体内惰性保护气体的浓度,所述盒体的内壁上侧安装有传感器。
9.进一步,所述吹气孔的轴线与水平方向的夹角为0-90
°
。
10.本发明还公开了降低激光热效应的加工方法,包括以下步骤:
11.s1、打开上述降低激光热效应的加工装置的密封盖,将样品洗净后固定在盒体的底部,盖上密封盖;
12.s2、设置激光加工参数与加工轨迹,把装好样品的加工装置放到加工台上进行定位;
13.s3、完成定位后,通过入气孔向盒体内部输入惰性保护气体,持续输入一段时间,
以保证氧气完全排除,然后开始加工。
14.s4、加工完成后,停止惰性保护输入,取出样品,加工结束。
15.进一步,在步骤s3中,所述的惰性保护气体的气压为0.1-0.8mpa。
16.进一步,在步骤s3中,所述持续时间通过观察传感器检测到的氧气浓度确定。
17.进一步,在步骤s3中,所述惰性保护气体为高纯氩气。
18.与现有技术相比,本发明的有益效果在于:
19.1、本发明的降低激光热效应的加工装置结构简单,易于实现,可以有效的隔绝加工时样品周围的氧气,减小因氧化反应导致热影响区增大等情况,尤其适用于对金属、有机高分子等高温下易氧化材料的加工。
20.2、使用本发明的降低激光热效应的加工装置,应用价格较低的纳秒光源能够达到皮秒冷加工的加工效果,降低设备成本。
21.3、本发明的降低激光热效应的加工方法,能够减少加工区域周围的热扩散,大大提升加工效率。
附图说明
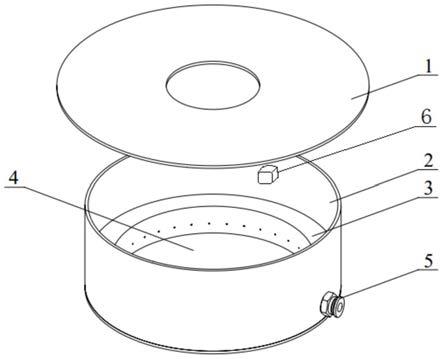
22.图1为本发明所涉及的降低激光热效应的加工装置的结构示意图。
23.图2为本发明所涉及的气体通道的结构示意图。
24.图3为图2中a处的放大示意图。
具体实施方式
25.以下结合附图和具体实施例对本发明做进一步的详细说明。根据下面的说明,本发明的目的、技术方案和优点将更加清楚。需要说明的是,所描述的实施例是本发明的优选实施例,而不是全部的实施例。
26.结合图1所示,一种降低激光热效应的加工装置,包括由密封盖1与盒体2组成的圆柱状的密封盒,所述密封盖1可拆卸的安装在盒体2的顶部,盒体内部为空腔结构,环绕所述盒体2的内壁安装有圆环状的气体通道3,所述气体通道3朝向盒体中心的一侧开设有一排或数排吹气孔3-1。作为优选,所述吹气孔3-1的轴线与水平方向的夹角为0-90
°
,相邻吹气孔的轴线与水平方向的夹角不相同。
27.所述盒体2的外侧安装有入气孔5,所述入气孔5与气体通道3内部相贯通。为了检测盒体内惰性保护气体的浓度,所述盒体2的内壁上侧安装有传感器6。
28.本发明还提供一种降低激光热效应的加工方法,通过上述加工装置实现,包括以下步骤:
29.s1、打开加工装置的密封盖1,将直径2mm的聚碳酸酯圆柱状样品固定在盒体2的底部,盖上密封盖1;
30.s2、选用超快激光加工系统,单脉冲能量设置为0.5-1.5μj,脉冲频率为10khz-200khz,切割速度300mm/s-8000mm/s,加工次数200-400次,选定加工轨迹为直径200μm的螺旋线,把装好样品的加工装置放到加工台上进行定位;
31.s3、完成定位后,通过入气孔5向盒体2内部输入高纯氩气,调节气压为0.3mpa,持续输入1min,以保证氧气完全排除,然后开始加工。
32.s4、加工完成后,停止惰性保护输入,取出样品,加工结束。
33.本发明的降低激光热效应的加工装置结构简单,易于实现,可以有效的隔绝加工时样品周围的氧气,减小因氧化反应导致热影响区增大等情况,尤其适用于对金属、有机高分子等高温下易氧化材料的加工。本发明的降低激光热效应的加工方法,能够减少加工区域周围的热扩散,大大提升加工效率。
34.以上所述,仅是本发明优选实施例的描述说明,并非对本发明保护范围的限定,显然,任何熟悉本领域的技术人员基于上述实施例,可轻易想到替换或变化以获得其他实施例,这些均应涵盖在本发明的保护范围之内。
技术特征:
1.一种降低激光热效应的加工装置,其特征在于:包括由密封盖与盒体组成的密封盒,所述密封盖可拆卸的安装在盒体的顶部,盒体内部为空腔结构,环绕所述盒体的内壁安装有气体通道,所述气体通道朝向盒体中心的一侧开设有若干吹气孔,所述盒体的外侧安装有入气孔,所述入气孔与气体通道内部相贯通。2.根据权利要求1所述的降低激光热效应的加工装置,其特征在于:所述密封盒为圆柱状,所述气体通道为圆环状。3.根据权利要求1所述的降低激光热效应的加工装置,其特征在于:所述盒体的内壁上侧安装有传感器。4.根据权利要求1所述的降低激光热效应的加工装置,其特征在于:所述吹气孔的轴线与水平方向的夹角为0-90
°
。5.一种降低激光热效应的加工方法,其特征在于,包括以下步骤:s1、打开如权利要求1至4任一权利要求所述的加工装置的密封盖,将样品洗净后固定在盒体的底部,盖上密封盖;s2、设置激光加工参数与加工轨迹,把装好样品的加工装置放到加工台上进行定位;s3、完成定位后,通过入气孔向盒体内部输入惰性保护气体,持续输入一段时间,以保证氧气完全排除,然后开始加工。s4、加工完成后,停止惰性保护输入,取出样品,加工结束。6.根据权利要求5所述的一种降低激光热效应的加工方法,其特征在于:在步骤s3中,所述的惰性保护气体的气压为0.1-0.8mpa。7.根据权利要求5所述的一种降低激光热效应的加工方法,其特征在于:在步骤s3中,所述持续时间通过观察传感器检测到的氧气浓度确定。8.根据权利要求5所述的一种降低激光热效应的加工方法,其特征在于:在步骤s3中,所述惰性保护气体为高纯氩气。
技术总结
本发明提供了一种降低激光热效应的加工装置,包括由密封盖与盒体组成的密封盒,所述密封盖安装在盒体的顶部,所述盒体的内壁安装有气体通道,所述气体通道开设有若干吹气孔,所述盒体的外侧安装有入气孔,所述入气孔与气体通道内部相贯通。本发明还提供了上述加工装置的加工方法,首先将样品固定在该装置腔体底部,盖上密封盖,根据样品特性选定激光加工参数,定位后通过入气孔向腔体内部输入惰性保护气体。持续输入一段时间,以保证氧气完全排除,然后开始加工。本发明结构简单,易于实现,可以有效的隔绝加工时样品周围的氧气,减小因氧化反应导致热影响区增大等情况。反应导致热影响区增大等情况。反应导致热影响区增大等情况。
技术研发人员:汪于涛 刘钊鹏 刘昆 骆公序 袁山山 王丽
受保护的技术使用者:上海市激光技术研究所
技术研发日:2021.11.05
技术公布日:2022/3/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1