一种精密微结构成型设备的制作方法
【】本发明涉及显示设备,特别涉及一种精密微结构成型设备。
背景技术
0、
背景技术:
1、导光板是一种将点光源或者线光源转变为面光源的光学产品。为了在导光板表面形成均匀的漫反射,需要制造有若干的纹路或凹坑。通常采用精密微结构成型设备在导光板或其模具上进行精密微结构成型,精密微结构成型具有若干种形式,以形成所需要的凹坑。其中,对模具精密微结构成型可以在采用模具生产导光板时自动形成表面具有凹坑的导光板。但是现有技术中的精密微结构成型设备精确度不高,在实际生产中往往出现精密微结构成型偏差、错位,影响产品良率。
技术实现思路
0、
技术实现要素:
1、本发明的目的在于提供一种加工精确、产品良率高的精密微结构成型设备。
2、本发明的目的是通过以下技术方案实现:
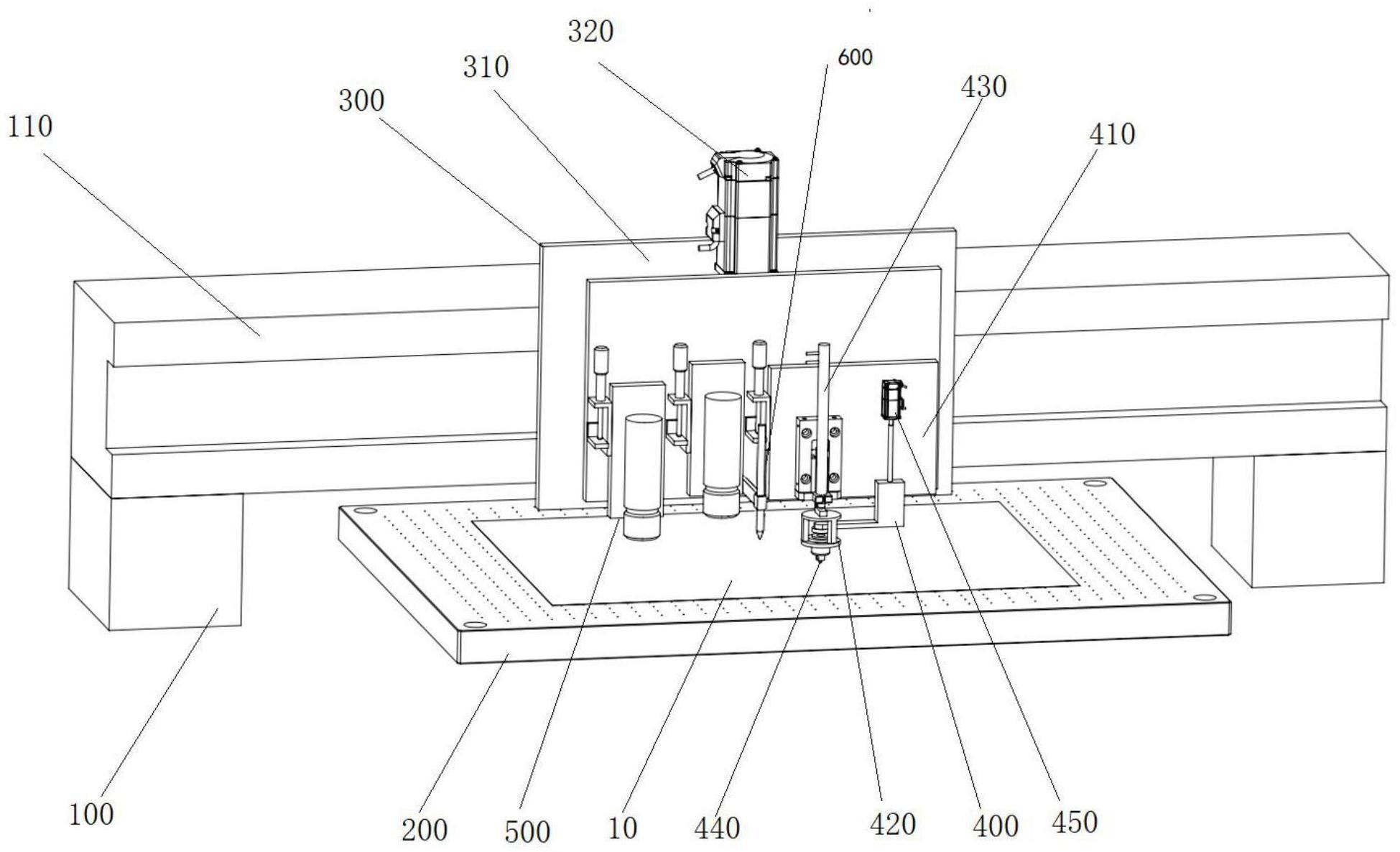
3、一种精密微结构成型设备,包括:
4、机架;
5、吸附平台,用于放置待形成精密微结构的工件;
6、移动组件,可往复移动的设于所述机架;
7、刀头组件,设于所述移动组件,所述刀头组件包括刀头主体、刀具架、压电陶瓷、用于在所述工件上形成精密微结构的刀具、磁铁升降电机以及上下间隔设置在所述刀具架内的彼此具有排斥力的第一磁铁和第二磁铁;
8、其中,所述压电陶瓷与所述刀头主体连接,所述第二磁铁与所述刀具固定,所述磁铁升降电机连接并驱动所述第一磁铁上下移动,所述压电陶瓷通电振动并传导至所述刀具。
9、在其中一个实施例中,所述刀头组件还包括设于所述刀头主体上的l形支架,所述l形支架的竖直部分与所述刀头主体通过弹簧连接,所述l形支架的水平部分与所述刀具架固定。
10、在其中一个实施例中,所述压电陶瓷与所述l形支架的水平部分之间夹设有钢珠。
11、在其中一个实施例中,所述压电陶瓷呈竖直设置的直杆状,所述刀具架设于所述压电陶瓷的下方,所述压电陶瓷的顶部连接通电线。
12、在其中一个实施例中,还包括:
13、反馈调节组件,设于所述移动组件上,所述反馈调节组件包括控制器、观察所述刀具与工件接触情况的2d镜头、以及观察刀具在工件上形成精密微结构深度的3d镜头,还包括连接并驱动所述2d镜头和3d镜头升降的镜头驱动件;所述控制器分别与所述2d镜头、3d镜头、移动组件、压电陶瓷和磁铁升降电机信号连接;
14、其中,所述控制器根据所述2d镜头观察信号控制所述移动组件移动刀具以接触工件,所述控制器根据所述3d镜头观察信号控制所述压电陶瓷脉冲和/或所述磁铁升降电机移动第一磁铁以调整刀具加工深度。
15、在其中一个实施例中,所述移动组件包括固定板和z轴马达,所述固定板可水平移动设于在所述机架,所述z轴马达与在所述固定板固定,所述z轴马达连接并驱动所述刀头主体上下移动。
16、在其中一个实施例中,还包括:
17、平整度测量组件,设于所述移动组件,所述平整度测量组件测量所述工件的表面平整度。
18、在其中一个实施例中,所述平整度测量组件测量所述工件的表面平整度并反馈偏差值给所述刀头组件,所述刀头组件对所述偏差值进行补偿。
19、与现有技术相比,本发明具有如下有益效果:本发明精密微结构成型设备利用可移动的刀头组件,刀头组件中设置压电陶瓷,平台移动优先使用直线电机,精准调节刀具位置、深度;并可进一步利用磁铁磁力和镜头观察反馈,调整刀具,从而提高精密微结构成型精度,使得模具表面微结构的精度一致性得到保证。
技术特征:
1.一种精密微结构成型设备,其特征在于,包括:
2.根据权利要求1所述的精密微结构成型设备,其特征在于,所述刀头组件还包括设于所述刀头主体上的l形支架,所述l形支架的竖直部分与所述刀头主体通过弹簧连接,所述l形支架的水平部分与所述刀具架固定。
3.根据权利要求2所述的精密微结构成型设备,其特征在于,所述压电陶瓷与所述l形支架的水平部分之间夹设有钢珠。
4.根据权利要求1所述的精密微结构成型设备,其特征在于,所述压电陶瓷呈竖直设置的直杆状,所述刀具架设于所述压电陶瓷的下方,所述压电陶瓷的顶部连接通电线。
5.根据权利要求1所述的精密微结构成型设备,其特征在于,还包括:
6.根据权利要求1所述的精密微结构成型设备,其特征在于,所述移动组件包括固定板和z轴马达,所述固定板可水平移动设于在所述机架,所述z轴马达与在所述固定板固定,所述z轴马达连接并驱动所述刀头主体上下移动。
7.根据权利要求1所述的精密微结构成型设备,其特征在于,还包括:
8.根据权利要求7所述的精密微结构成型设备,其特征在于,所述平整度测量组件测量所述工件的表面平整度并反馈偏差值给所述刀头组件,所述刀头组件对所述偏差值进行补偿。
技术总结
一种精密微结构成型设备,其特征在于,包括:机架;吸附平台,用于放置待形成精密微结构的工件;移动组件,可往复移动的设于所述机架;刀头组件,设于所述移动组件,所述刀头组件包括刀头主体、刀具架、压电陶瓷、用于在所述工件上形成精密微结构的刀具、磁铁升降电机以及上下间隔设置在所述刀具架内的彼此具有排斥力的第一磁铁和第二磁铁;其中,所述压电陶瓷与所述刀头主体连接,所述第二磁铁与所述刀具固定,所述磁铁升降电机连接并驱动所述第一磁铁上下移动,所述压电陶瓷通电振动并传导至所述刀具。本发明精密微结构成型设备利用可移动的刀头组件,刀头组件中设置压电陶瓷,精准调节刀具位置、深度;并可进一步利用磁铁磁力和镜头观察反馈,调整刀具,从而提高精密微结构成型精度。
技术研发人员:张恒,方宗豹,朱雷,司群英,陈林森
受保护的技术使用者:苏州维旺科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!