底座用锁螺丝设备的制作方法
本发明涉及自动化设备领域,尤其涉及一种底座用锁螺丝设备。
背景技术:
1、随着科技的发展,为了满足工业生产的需求,工业水平越来越高。传统工业需要大量劳动力,而随着劳动里成本的增加,目前的工业设备逐渐采用自动化替代人工,不断降低人工劳动成本。
2、底座需要用到螺丝锁付,传统的做法是人工将底座安装于底座载具上,再通过人手进行螺丝锁付。传统的做法作业效率低下,人员工作强度大,长时间作业后,产品品质容易出现疏忽,导致螺丝浮锁或者滑牙未被检出。
3、因此,急需要一种提高生产效率、提高锁螺丝准确率且自动化程度高的底座用锁螺丝设备来克服上述缺陷。
技术实现思路
1、本发明的目的在于提供一种空间利用合理且降低冷却成本提高冷却效率的底座用锁螺丝设备。
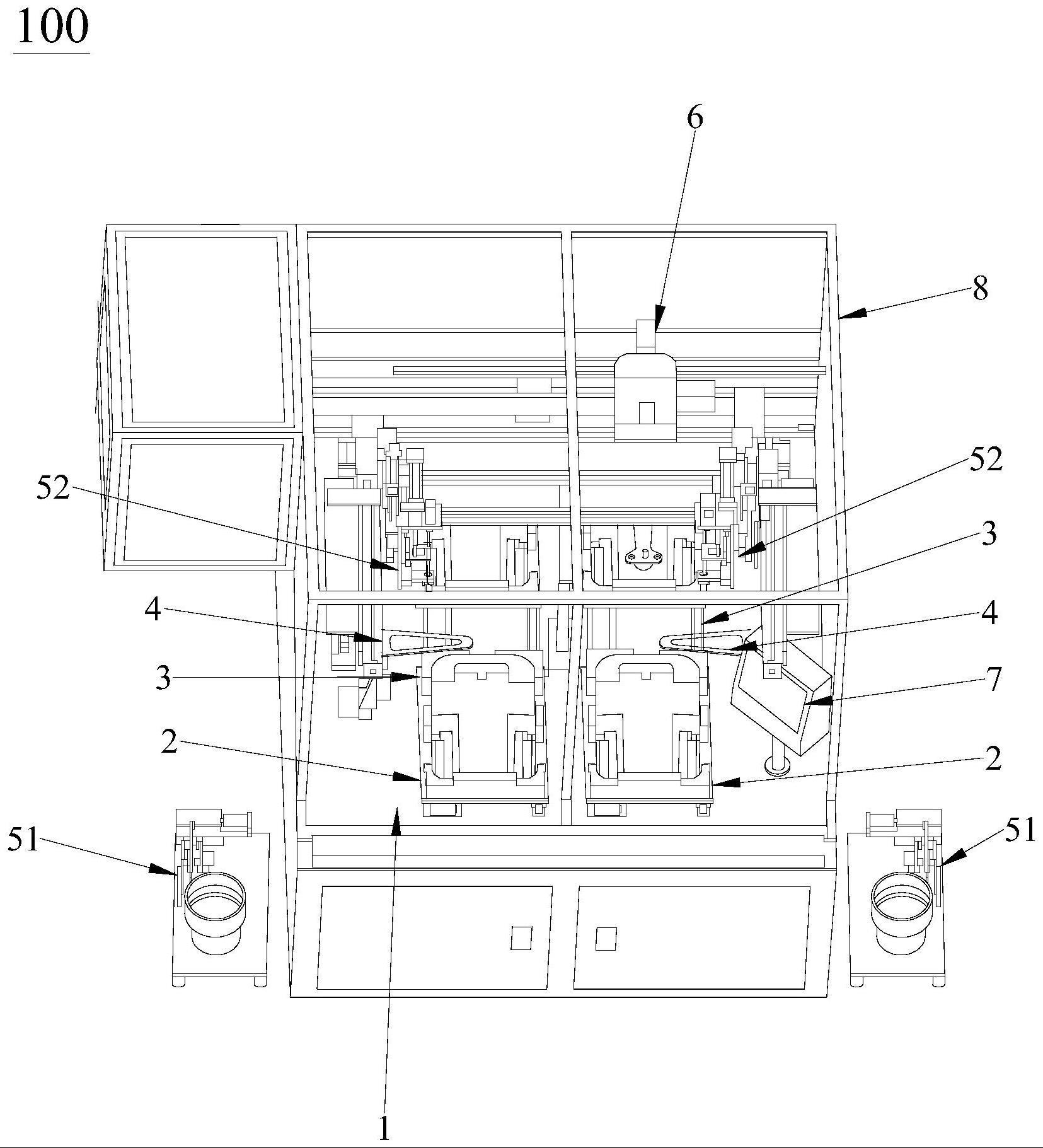
2、为实现上述目的,本发明的底座用锁螺丝设备包括工作台、用于定位底座的载具、用于带动载具在工位间移动的移载模组、用于压紧底座的压料模组、用于对底座锁付螺丝的锁付模组、用于下料底座的下料模组及中控屏,载具安装于移载模组的输出端上,移动模组设于工作台上并带动载具沿前后方向依次在上料工位、锁付工位及下料工位之间移动;锁付模组包括用于输送螺钉的供料机构及用于将螺钉拧紧的锁付机构,供料机构位于工作台之外,供料机构与锁付机构之间通过气管连接,压料模组及锁付机构沿前后方向呈间隔开的设于工作台上,压料模组及锁付机构还向下朝向移载模组,压料模组及锁付机构均设于锁付工位上,下料模组设于下料工位上,下料模组向下朝向移载模组,中控屏设于工作台上,中控屏分别与移载模组、压料模组、锁付模组及下料模组电性连接,中控屏控制移载模组带动载具依次停留于上料工位、锁付工位及下料工位处,当载具停留于上料工位时,人工将底座安装于载具上,当载具停留于锁付工位时,压料模组向下压紧底座,锁付机构将螺丝锁紧于底座上;当载具停留于下料工位时,下料模组沿上下方向及左右方向移动以取走底座。
3、与现有技术相比,本发明的底座用锁螺丝设备借助中控屏、移载模组、压料模组、锁付模组及下料模组之间的相互配合,移载模组将载具从上料工位输送至锁付工位再到下料工位,在上料工位时,人工将底座上料至载具上;在锁付工位时,压料模组对底座进行压紧防止底座移位,锁付模组对底座进行锁付螺丝;在下料工位时,下料模组取走底座完成下料。故本发明的底座用锁螺丝设备的自动化程度高,减少人工成本,提高生产效率,降低返工率。
4、较佳地,移载模组为两个并沿左右方向呈间隔开的设置,压料模组及锁付模组均为两个并分别设于两移载模组的外侧。
5、较佳地,本发明的底座用锁螺丝设备还包括保护罩,保护罩罩于工作台上。
6、较佳地,本发明的底座用锁螺丝设备还包括传感装置,传感装置安装于工作台并位于锁付工位,传感装置与中控屏电性连接,当底座停留于锁付工位时,传感装置将信号传递于中控屏。
7、较佳地,本发明的底座用锁螺丝设备还包括一竖直地设于移载模组的外侧的总安装板,压料模组及锁付机构沿前后方向安装于总安装板上。
8、较佳地,压料模组包括气缸安装板、压料气缸、横杆及压头,压料气缸安装于气缸安装板上,压料气缸的输出端沿上下方向设置,横杆水平设置,横杆的一端与压料气缸的输出端连接,横杆的另一端的下方与压头连接。
9、较佳地,压头的底面具有缓冲层结构。
10、较佳地,供料机构包括圆振组件及直振组件,圆振组件的输出端与直振组件的输入端连接,直振组件的输出端通过气管与锁付机构连接。
11、较佳地,锁付机构包括第二安装板、锁付气缸、旋转气缸、上滑动板、下滑动板、固定板、连接杆、电批、连接器、锁付通道及气嘴通道,上滑板及下滑板水平设置并沿上下方向相隔开并同步地滑设于第二安装板上,固定板水平地安装于第二安装板的下方,锁付气缸安装于第二安装板上,锁付气缸的输出端朝下设置并与上滑板连接,旋转气缸安装于上滑板上,旋转气缸的输出端与连接杆连接,连接杆及电批竖直设置,连接杆与电批之间通过连接器连接,连接器安装于下滑板上,电批可上下穿置于锁付通道内,气嘴通道与锁付通道相连通。
12、较佳地,下料模组包括第三安装板、直线横移机构、升降气缸、吸嘴安装板及吸嘴,直线横移机构安装于第三安装板上,升降气缸安装于直线横移机构的输出端上,吸嘴安装板安装于升降气缸的输出端上,吸嘴为若干个并连接于吸嘴安装板的底面,吸嘴向下朝向移载模组。
13、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种底座用锁螺丝设备,其特征在于,包括工作台、用于定位底座的载具、用于带动载具在工位间移动的移载模组、用于压紧底座的压料模组、用于对底座锁付螺丝的锁付模组、用于下料底座的下料模组及中控屏,所述载具安装于所述移载模组的输出端上,所述移动模组设于所述工作台上并带动所述载具沿前后方向依次在上料工位、锁付工位及下料工位之间移动;所述锁付模组包括用于输送螺钉的供料机构及用于将螺钉拧紧的锁付机构,所述供料机构位于所述工作台之外,所述供料机构与所述锁付机构之间通过气管连接,所述压料模组及所述锁付机构沿前后方向呈间隔开的设于所述工作台上,所述压料模组及所述锁付机构还向下朝向所述移载模组,所述压料模组及所述锁付机构均设于所述锁付工位上,所述下料模组设于所述下料工位上,所述下料模组向下朝向所述移载模组,所述中控屏设于所述工作台上,所述中控屏分别与所述移载模组、压料模组、锁付模组及所述下料模组电性连接,所述中控屏控制所述移载模组带动所述载具依次停留于所述上料工位、锁付工位及下料工位处,当所述载具停留于所述上料工位时,人工将底座安装于所述载具上,当所述载具停留于所述锁付工位时,所述压料模组向下压紧所述底座,所述锁付机构将螺丝锁紧于底座上;当所述载具停留于所述下料工位时,所述下料模组沿上下方向及左右方向移动以取走底座。
2.根据权利要求1所述的底座用锁螺丝设备,其特征在于,所述移载模组为两个并沿左右方向呈间隔开的设置,所述压料模组及锁付模组均为两个并分别设于两所述移载模组的外侧。
3.根据权利要求1或2所述的底座用锁螺丝设备,其特征在于,还包括保护罩,所述保护罩罩于所述工作台上。
4.根据权利要求1或2所述的底座用锁螺丝设备,其特征在于,还包括传感装置,所述传感装置安装于所述工作台并位于所述锁付工位,所述传感装置与所述中控屏电性连接,当底座停留于所述锁付工位时,所述传感装置将信号传递于所述中控屏。
5.根据权利要求1所述的底座用锁螺丝设备,其特征在于,还包括一竖直地设于所述移载模组的外侧的总安装板,所述压料模组及锁付机构沿前后方向安装于所述总安装板上。
6.根据权利要求1所述的底座用锁螺丝设备,其特征在于,所述压料模组包括气缸安装板、压料气缸、横杆及压头,所述压料气缸安装于所述气缸安装板上,所述压料气缸的输出端沿上下方向设置,所述横杆水平设置,所述横杆的一端与所述压料气缸的输出端连接,所述横杆的另一端的下方与所述压头连接。
7.根据权利要求6所述的底座用锁螺丝设备,其特征在于,所述压头的底面具有缓冲层结构。
8.根据权利要求1所述的底座用锁螺丝设备,其特征在于,所述供料机构包括圆振组件及直振组件,所述圆振组件的输出端与所述直振组件的输入端连接,所述直振组件的输出端通过所述气管与所述锁付机构连接。
9.根据权利要求1所述的底座用锁螺丝设备,其特征在于,所述锁付机构包括第二安装板、锁付气缸、旋转气缸、上滑动板、下滑动板、固定板、连接杆、电批、连接器、锁付通道及气嘴通道,所述上滑板及所述下滑板水平设置并沿上下方向相隔开并同步地滑设于所述第二安装板上,所述固定板水平地安装于所述第二安装板的下方,所述锁付气缸安装于所述第二安装板上,所述锁付气缸的输出端朝下设置并与所述上滑板连接,所述旋转气缸安装于所述上滑板上,所述旋转气缸的输出端与所述连接杆连接,所述连接杆及所述电批竖直设置,所述连接杆与所述电批之间通过所述连接器连接,所述连接器安装于所述下滑板上,所述电批可上下穿置于所述锁付通道内,所述气嘴通道与所述锁付通道相连通。
10.根据权利要求1所述的底座用锁螺丝设备,其特征在于,所述下料模组包括第三安装板、直线横移机构、升降气缸、吸嘴安装板及吸嘴,所述直线横移机构安装于所述第三安装板上,所述升降气缸安装于所述直线横移机构的输出端上,所述吸嘴安装板安装于所述升降气缸的输出端上,所述吸嘴为若干个并连接于所述吸嘴安装板的底面,所述吸嘴向下朝向所述移载模组。
技术总结
本发明公开了一种底座用锁螺丝设备,包括工作台、载具、移载模组、压料模组、锁付模组、下料模组及中控屏。载具安装于移载模组上,移动模组设于工作台上并带动载具沿前后方向依次在上料工位、锁付工位及下料工位之间移动;锁付模组包括供料机构及锁付机构,供料机构与锁付机构之间通过气管连接,压料模组及锁付机构沿前后方向呈间隔开的设于工作台上,压料模组及锁付机构还向下朝向移载模组,下料模组设于下料工位上,下料模组向下朝向移载模组,中控屏设于工作台上,中控屏分别与移载模组、压料模组、锁付模组及下料模组电性连接。与现有技术相比,本发明的底座用锁螺丝设备的自动化程度高,减少人工成本,提高生产效率,降低返工率。
技术研发人员:李小平
受保护的技术使用者:宝钜(中国)儿童用品有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!