一种柱状工件圆跳动自动检测矫正系统的制作方法
本发明涉及工件检测领域,具体地说是一种柱状工件圆跳动自动检测矫正系统。
背景技术:
1、针对柱状(圆柱、多面体柱)工件而言,其圆周表面的圆跳动度为工件的重要指标,目前的零部件生产和装配过程中,当工件的圆跳动度超出规定的公差范围时,通常利用重物施压或直接使用铁锤(橡胶锤)进行矫正,该方法较为粗犷,并且无法实时获得矫正结果,全凭工人的经验进行矫正,而现有技术中的常规圆跳动检测和矫正装置存在实时性差、矫正结果未知、不可靠性高、工人劳动强度大等缺点,不适用于自动化生产作业。
技术实现思路
1、本发明的目的在于提供一种柱状工件圆跳动自动检测矫正系统,能够实现柱状工件的圆跳动自动检测和自动矫形,提高了工作效率,并且节约时间和劳动成本。
2、本发明的目的是通过以下技术方案来实现的:
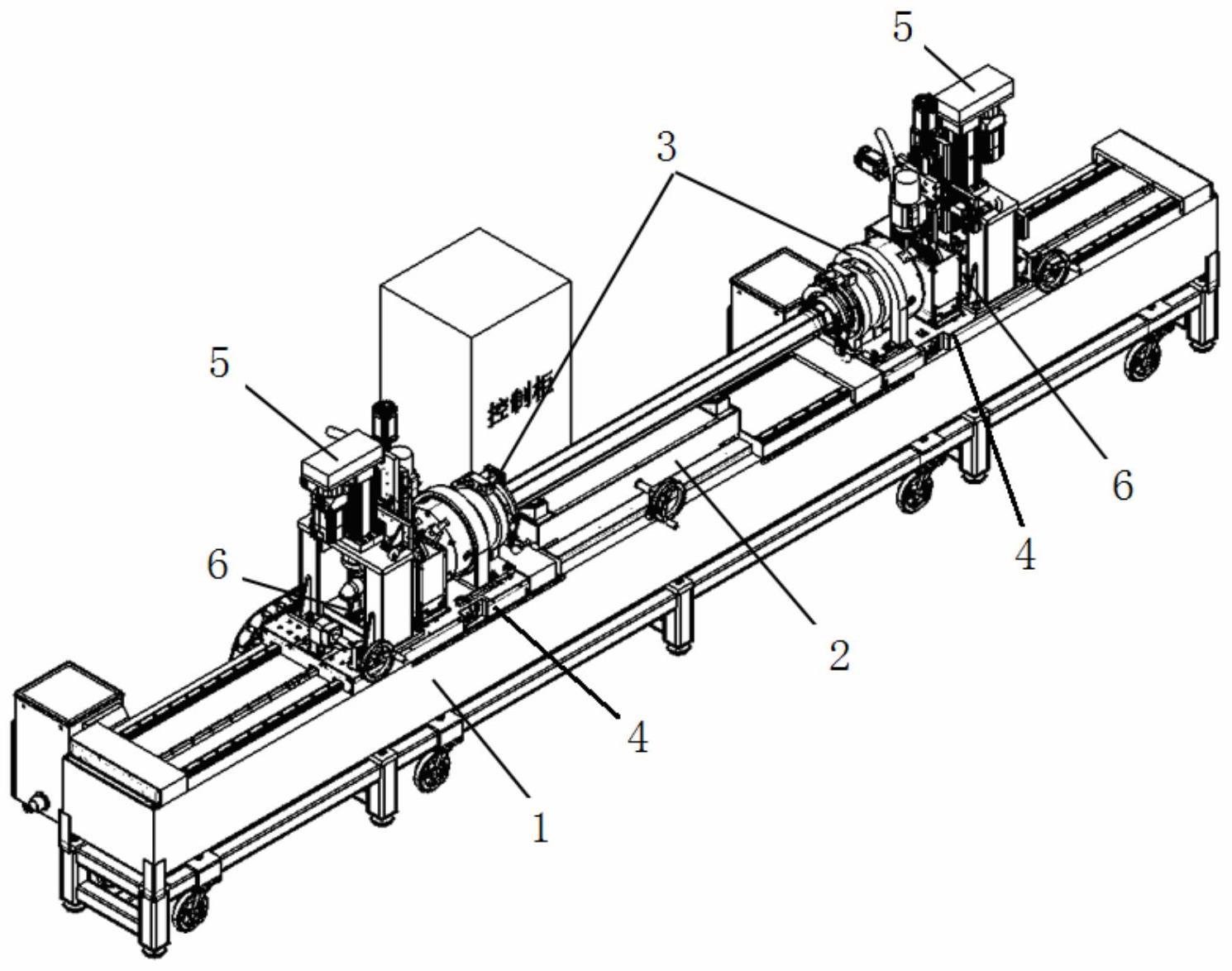
3、一种柱状工件圆跳动自动检测矫正系统,包括机架平台、升降装置、滑台机构、夹持旋转机构和矫正机构,其中机架平台两端均设有滑台机构,机架平台中部设有升降装置,所述滑台机构上设有夹持旋转机构和矫正机构,柱状工件端部通过对应侧的夹持旋转机构固定,并且柱状工件通过所述夹持旋转机构驱动转动,所述矫正机构包括矫正基座、压头和升降驱动组件,所述矫正基座内设有检测传感器,所述压头设于所述检测传感器上方并通过设于所述矫正基座上的升降驱动组件驱动升降。
4、所述滑台机构包括移动滑台、齿条、驱动齿轮和移动驱动组件,其中移动滑台与机架平台滑动连接,并且所述机架平台上侧设有齿条,驱动齿轮和移动驱动组件均设于所述移动滑台上,且所述驱动齿轮与所述齿条啮合并通过所述移动驱动组件驱动转动,所述夹持旋转机构和矫正机构均设于所述移动滑台上。
5、所述机架平台上侧为大理石台面并设有滑轨,所述移动滑台下侧设有移动滑块分别与对应的滑轨配合。
6、所述夹持旋转机构包括旋转驱动组件、旋转组件和卡盘,其中所述旋转组件包括转轴,且所述转轴前端与所述卡盘固连并通过所述旋转驱动组件驱动转动。
7、所述旋转驱动组件包括旋转驱动装置、旋转主动齿轮和旋转从动齿轮,其中所述旋转驱动装置的输出轴上设有旋转主动齿轮,所述转轴上设有旋转从动齿轮,且所述旋转主动齿轮与所述旋转从动齿轮啮合。
8、所述旋转驱动装置安装于一个旋转驱动基座上,所述旋转驱动基座安装于对应侧的移动滑台上。
9、所述旋转组件包括旋转基座,且所述旋转基座上设有第一支撑板和第二支撑板,所述转轴前部通过第一轴承支撑安装于所述第一支撑板上,所述转轴后部通过第二轴承支撑安装于所述第二支撑板上,所述第一支撑板和第二支撑板之间设有隔板套装于所述转轴上,所述转轴前端设有端板,且所述卡盘和旋转从动齿轮均固定于所述端板上,所述转轴后端设有挡圈螺母。
10、所述矫正机构的升降驱动组件包括升降驱动装置、传动组件和升降座,其中所述升降座设于所述矫正基座中,升降驱动装置和传动组件均设于所述矫正基座上侧,并且所述升降座通过所述升降驱动装置驱动升降,所述升降驱动装置通过所述传动组件传递力矩,所述升降座包括水平设置的压板和竖直设置的导向连板,所述压头设于所述压板下侧,所述导向连板两侧与所述矫正基座滑动连接,所述压头下侧呈v型。
11、所述矫正基座上侧设有一个安装立座,且所述安装立座内设有丝杠,所述安装立座上端设有一个横座,且所述升降驱动装置安装于所述横座一侧,所述横座内设有相互啮合的主动齿轮和从动齿轮,其中所述主动齿轮安装于所述升降驱动装置的输出轴上,所述从动齿轮安装于所述丝杠上端,所述丝杠上套装有丝母,且所述丝母下侧通过一个套管与所述升降座连接,所述丝杠下端插装于所述套管中。
12、所述矫正基座两侧均设有升降滑轨,所述导向连板中部与所述压板固连、两侧设有升降滑块分别与对应侧的升降滑轨配合。
13、本发明的优点与积极效果为:
14、1、本发明实现了柱状工件的圆跳动自动检测和自动矫形的完整工艺操作,相较于人工矫正和单纯的设备矫正,该系统能够实现测量、矫正、再测量的闭环操作,大大提高了工作效率,满足自动化生产要求。
15、2、本发明能够完全解放出操作工人,也能够避免单纯矫正所产生的工作冗余,节约时间并降低了劳动成本。
技术特征:
1.一种柱状工件圆跳动自动检测矫正系统,其特征在于:包括机架平台(1)、升降装置(2)、滑台机构(4)、夹持旋转机构(3)和矫正机构(5),其中机架平台(1)两端均设有滑台机构(4),机架平台(1)中部设有升降装置(2),所述滑台机构(4)上设有夹持旋转机构(3)和矫正机构(5),柱状工件(7)端部通过对应侧的夹持旋转机构(3)固定,并且柱状工件(7)通过所述夹持旋转机构(3)驱动转动,所述矫正机构(5)包括矫正基座(501)、压头(502)和升降驱动组件,所述矫正基座(501)内设有检测传感器(6),所述压头(502)设于所述检测传感器(6)上方并通过设于所述矫正基座(501)上的升降驱动组件驱动升降。
2.根据权利要求1所述的柱状工件圆跳动自动检测矫正系统,其特征在于:所述滑台机构(4)包括移动滑台(401)、齿条(404)、驱动齿轮(405)和移动驱动组件,其中移动滑台(401)与机架平台(1)滑动连接,并且所述机架平台(1)上侧设有齿条(404),驱动齿轮(405)和移动驱动组件均设于所述移动滑台(401)上,且所述驱动齿轮(405)与所述齿条(404)啮合并通过所述移动驱动组件驱动转动,所述夹持旋转机构(3)和矫正机构(5)均设于所述移动滑台(401)上。
3.根据权利要求2所述的柱状工件圆跳动自动检测矫正系统,其特征在于:所述机架平台(1)上侧为大理石台面并设有滑轨(403),所述移动滑台(401)下侧设有移动滑块分别与对应的滑轨(403)配合。
4.根据权利要求1所述的柱状工件圆跳动自动检测矫正系统,其特征在于:所述夹持旋转机构(3)包括旋转驱动组件、旋转组件(306)和卡盘(305),其中所述旋转组件(306)包括转轴(3061),且所述转轴(3061)前端与所述卡盘(305)固连并通过所述旋转驱动组件驱动转动。
5.根据权利要求4所述的柱状工件圆跳动自动检测矫正系统,其特征在于:所述旋转驱动组件包括旋转驱动装置(302)、旋转主动齿轮(303)和旋转从动齿轮(304),其中所述旋转驱动装置(302)的输出轴上设有旋转主动齿轮(303),所述转轴(3061)上设有旋转从动齿轮(304),且所述旋转主动齿轮(303)与所述旋转从动齿轮(304)啮合。
6.根据权利要求5所述的柱状工件圆跳动自动检测矫正系统,其特征在于:所述旋转驱动装置(302)安装于一个旋转驱动基座(301)上,所述旋转驱动基座(301)安装于对应侧的移动滑台(401)上。
7.根据权利要求4所述的柱状工件圆跳动自动检测矫正系统,其特征在于:所述旋转组件包括旋转基座(3062),且所述旋转基座(3062)上设有第一支撑板和第二支撑板,所述转轴(3061)前部通过第一轴承(3063)支撑安装于所述第一支撑板上,所述转轴(3061)后部通过第二轴承(3064)支撑安装于所述第二支撑板上,所述第一支撑板和第二支撑板之间设有隔板(3065)套装于所述转轴(3061)上,所述转轴(3061)前端设有端板(3066),且所述卡盘(305)和旋转从动齿轮(304)均固定于所述端板(3066)上,所述转轴(3061)后端设有挡圈螺母(3067)。
8.根据权利要求1所述的柱状工件圆跳动自动检测矫正系统,其特征在于:所述矫正机构(5)的升降驱动组件包括升降驱动装置(503)、传动组件和升降座(507),其中所述升降座(507)设于所述矫正基座(501)中,升降驱动装置(503)和传动组件均设于所述矫正基座(501)上侧,并且所述升降座(507)通过所述升降驱动装置(503)驱动升降,所述升降驱动装置(503)通过所述传动组件传递力矩,所述升降座(507)包括水平设置的压板(5072)和竖直设置的导向连板(5071),所述压头(502)设于所述压板(5072)下侧,所述导向连板(5071)两侧与所述矫正基座(501)滑动连接,所述压头(502)下侧呈v型。
9.根据权利要求8所述的柱状工件圆跳动自动检测矫正系统,其特征在于:所述矫正基座(501)上侧设有一个安装立座(504),且所述安装立座(504)内设有丝杠,所述安装立座(504)上端设有一个横座,且所述升降驱动装置(503)安装于所述横座一侧,所述横座内设有相互啮合的主动齿轮和从动齿轮,其中所述主动齿轮安装于所述升降驱动装置(503)的输出轴上,所述从动齿轮安装于所述丝杠上端,所述丝杠上套装有丝母,且所述丝母下侧通过一个套管与所述升降座(507)连接,所述丝杠下端插装于所述套管中。
10.根据权利要求8所述的柱状工件圆跳动自动检测矫正系统,其特征在于:所述矫正基座(501)两侧均设有升降滑轨(506),所述导向连板(5071)中部与所述压板(5072)固连、两侧设有升降滑块(505)分别与对应侧的升降滑轨(506)配合。
技术总结
本发明涉及一种柱状工件圆跳动自动检测矫正系统,包括机架平台、升降装置、滑台机构、夹持旋转机构和矫正机构,其中机架平台两端均设有滑台机构、中部设有升降装置,所述滑台机构上设有夹持旋转机构和矫正机构,柱状工件端部通过对应侧的夹持旋转机构固定,并且柱状工件通过所述夹持旋转机构驱动转动,所述矫正机构包括矫正基座、压头和升降驱动组件,所述矫正基座内设有检测传感器,所述压头设于所述检测传感器上方并通过设于所述矫正基座上的升降驱动组件驱动升降。本发明能够实现柱状工件的圆跳动自动检测和自动矫形,提高了工作效率,并且节约时间和劳动成本。
技术研发人员:张成云,赵毅,赵毅朝,罗奎,熊俊
受保护的技术使用者:沈阳新松机器人自动化股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!