弯角件落料模具的制作方法
1.本实用新型属于机械制造工艺装备,特别涉及一种弯角件落料模具。
背景技术:
2.弯角件为柴油发动机的零件,该零件的外形结构为一头大另一头小,两端的外形差异较大,以往的冲制模具加工过程导致材料利用率非常低,这样就无形中加大了该零件的加工成本。
技术实现要素:
3.本实用新型的目的在于克服上述技术不足,提供易总结构简单,耗材利用率高,加工成本低的弯角件落料模具。
4.本实用新型解决技术问题采用的技术方案是:弯角件落料模具包括下模板、上模板、垫板、紧固螺钉一、紧固螺钉二、紧固螺钉三、紧固螺钉四、圆柱销一、圆柱销二,其特点是,在上模板上端面的中心用紧固螺钉一固定装有定位块,在上模板的下面装有垫板,垫板的下面装有固定板,固定板内孔中镶装凸模,垫板与凸模之间用多个凸紧固螺钉锁紧固定,上模板、垫板、固定板之间用多个紧固螺钉二锁紧固定并用两个圆柱销一限位,上模板、垫板、固定板之间同时穿装多个卸料螺钉,卸料螺钉的上端用螺钉帽压装在垫板的上端面上限位,卸料螺钉的下端分别螺纹连接卸料板,凸模左侧的固定板与卸料板之间装有弹压橡胶,凸模左侧的卸料板的下端面上设有对应紧固螺钉三的螺钉帽凹槽,上模板左、右两侧的内孔中过盈配合镶装导套的上端,导套活动套装在导柱上,导柱的下端过盈配合固定装在下模板左、右两侧的内孔中,下模板上面装有凹模,凸模左侧的凹模上端面上用多个紧固螺钉三锁紧固定并用两个圆柱销二限位装有定位板,凹模下方侧面与承料板的折弯的直角侧面之间用紧固螺钉三锁紧固定,承料板的左端用紧固螺钉三锁紧固定在定位板的下端面上,凹模与下模板之间用多个紧固螺钉四锁紧固定并用两个圆柱销三限位,凹模的上端面的内孔中分别活动插装定位钉一和定位钉二,凸模下端面上对应定位钉一和定位钉二的位置分别设有定位钉帽凹槽一和定位钉帽凹槽二。
5.本实用新型的有益效果是:弯角件落料模具结构简单,通过拼样紧凑,大幅度提高了材料利用率,降低了弯角的生产成本,生产过程既省时又省力,完全可以满足批量生产的需求。
附图说明
6.以下结合附图以实施例具体说明。
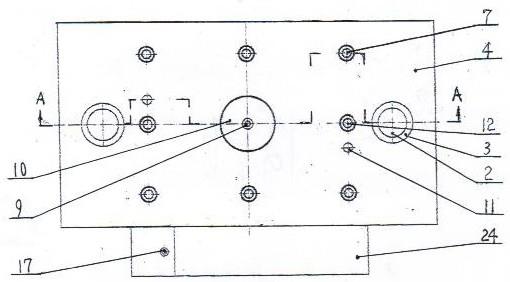
7.图1是弯角件落料模具结构俯视图。
8.图2是图1的a
‑
a剖视图。
9.图3是图1中的b向视图。
10.图4是图3中的c向视图。
11.图5是一排弯角件冲制工艺流程图。
12.图6是二排弯角件冲制工艺流程图。
13.图7是料条上一排弯角件与二排弯角件的拼样图。
14.图中,1
‑
下模板;2
‑
导柱;3
‑
导套;4
‑
上模板;5
‑
垫板;6
‑
固定板;7
‑
卸料螺钉;8
‑
凸紧固螺钉;9
‑
紧固螺钉一;10
‑
定位块;11
‑
圆柱销一;12
‑
紧固螺钉二;13
‑
凸模;13
‑1‑
定位钉帽凹槽一;13
‑2‑
定位钉帽凹槽二;14
‑
弹压橡胶;15
‑
卸料板;15
‑1‑
螺钉帽凹槽;16
‑
定位板;17
‑
紧固螺钉三;18
‑
圆柱销二;19
‑
凹模;20
‑
圆柱销三;21
‑
紧固螺钉四;22
‑
定位钉一;23
‑
定位钉二;24
‑
承料板;25
‑
拼样料条;25
‑2‑
一排弯角件;25
‑2‑
二排弯角件。
具体实施方式
15.实施例,参照附图1~7,弯角件落料模具的上模板4的上端面的中心用紧固螺钉一9固定装有定位块10,用以确定压力机与模具之间的压力中心。上模板4的下面装有垫板5,垫板5的下面装有固定板6,固定板6的内孔中镶装凸模13,垫板5与凸模13之间用四个凸紧固螺钉8锁紧固定。上模板4、垫板5、固定板6之间用四个紧固螺钉二12锁紧固定并用两个圆柱销一11限位,上模板4、垫板5、固定板6之间同时穿装四个卸料螺钉7,卸料螺钉7的上端用螺钉帽压装在垫板5的上端面上限位,卸料螺钉7的下端分别螺纹连接卸料板15。凸模13左侧的固定板6与卸料板15之间装有弹压橡胶14,凸模13左侧的卸料板15的下端面上设有对应紧固螺钉三17的螺钉帽凹槽15
‑
1。上模板4左、右两侧的内孔中过盈配合镶装导套3的上端,导套3活动套装在导柱2上,导柱2的下端过盈配合固定装在下模板1左、右两侧的内孔中。下模板1上面装有凹模19,凸模13左侧的凹模19上端面上用三个紧固螺钉三17锁紧固定并用两个圆柱销二18限位装有定位板16。凹模19下方的侧面与承料板24的折弯的直角侧面之间用紧固螺钉三17锁紧固定,承料板24的左端用紧固螺钉三17锁紧固定在定位板16的下端面上。凹模19与下模板1之间用四个紧固螺钉四21锁紧固定并用两个圆柱销三20限位,凹模19的上端面的内孔中分别活动插装定位钉一22和定位钉二23,凸模13下端面上对应定位钉一22和定位钉二23的位置分别设有定位钉帽凹槽一13
‑
1和定位钉帽凹槽二13
‑
2。
16.弯角件落料模具的工作过程是:工作时,下模板1固定在压力机工作台上,压力机的滑枕的t形槽用螺钉连接压板,压板压在定位块10周围的上模板4的上端面上,调节好压力机行程,使之凸模13和凹模19的刃口剪切深度合适即可进行压冲,压冲的第一步将定位钉二23取下,将拼样料条25置于卸料板15与凹模19之间,通过定位板16对拼样料条25限位,冲制出第一个一排弯角件25
‑
1,然后通过定位板16和限位钉一22组合限位,将拼样料条25上的一排弯角件25
‑
1冲制完成;冲压的第二步是,卸下定位钉一22,在定位钉二23的位置插装定位钉二23,将冲制完一排弯角件25
‑
1的拼样料条25掉头,通过定位板16和定位钉二23组合定位,冲制二排弯角件25
‑
2,直至冲制完毕,一排弯角件25
‑
1和二排弯角件25
‑
2全部冲制完成即完成3拼样料条25的冲制工作。
技术特征:
1.一种弯角件落料模具,包括下模板(1)、上模板(4)、垫板(5)、紧固螺钉一(9)、紧固螺钉二(12)、紧固螺钉三(17)、紧固螺钉四(21)、圆柱销一(11)、圆柱销二(18),其特征在于,在上模板(4)上端面的中心用紧固螺钉一(9)固定装有定位块(10),在上模板(4)的下面装有垫板(5),垫板(5)的下面装有固定板(6),固定板(6)内孔中镶装凸模(13),垫板(5)与凸模(13)之间用多个凸紧固螺钉(8)锁紧固定,上模板(4)、垫板(5)、固定板(6)之间用多个紧固螺钉二(12)锁紧固定并用两个圆柱销一(11)限位,上模板(4)、垫板(5)、固定板(6)之间同时穿装多个卸料螺钉(7),卸料螺钉(7)的上端用螺钉帽压装在垫板(5)的上端面上限位,卸料螺钉(7)的下端分别螺纹连接卸料板(15),凸模(13)左侧的固定板(6)与卸料板(15)之间装有弹压橡胶(14),凸模(13)左侧的卸料板(15)的下端面上设有对应紧固螺钉三(17)的螺钉帽凹槽,上模板(4)左、右两侧的内孔中过盈配合镶装导套(3)的上端,导套(3)活动套装在导柱(2)上,导柱(2)的下端过盈配合固定装在下模板(1)左、右两侧的内孔中,下模板(1)上面装有凹模(19),凸模(13)左侧的凹模(19)上端面上用多个紧固螺钉三(17)锁紧固定并用两个圆柱销二(18)限位装有定位板(16),凹模(19)下方侧面与承料板(24)的折弯的直角侧面之间用紧固螺钉三(17)锁紧固定,承料板(24)的左端用紧固螺钉三(17)锁紧固定在定位板(16)的下端面上,凹模(19)与下模板(1)之间用多个紧固螺钉四(21)锁紧固定并用两个圆柱销三(20)限位,凹模(19)的上端面的内孔中分别活动插装定位钉一(22)和定位钉二(23),凸模(13)下端面上对应定位钉一(22)和定位钉二(23)的位置分别设有定位钉帽凹槽一(13
‑
1)和定位钉帽凹槽二(13
‑
2)。
技术总结
本实用新型属于机械制造工艺装备,特别涉及一种弯角件落料模具。在上模板上端面的中心用紧固螺钉一固定装有定位块,在上模板的下面装有垫板,垫板的下面装有固定板,上模板、垫板、固定板之间用多个紧固螺钉二锁紧固定并用两个圆柱销一限位,上模板左、右两侧的内孔中过盈配合镶装导套的上端,下模板上面装有凹模,凸模左侧的凹模上端面上用多个紧固螺钉三锁紧固定并用两个圆柱销二限位装有定位板,凹模的上端面的内孔中分别活动插装定位钉一和定位钉二,凸模下端面上对应定位钉一和定位钉二的位置分别设有定位钉帽凹槽一和定位钉帽凹槽二。结构简单,通过拼样紧凑,大幅度提高了材料利用率,降低了弯角的生产成本。降低了弯角的生产成本。降低了弯角的生产成本。
技术研发人员:王志武 潘春霞 邵淑芬
受保护的技术使用者:阜新恒百达机械有限公司
技术研发日:2021.09.18
技术公布日:2021/12/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1