一种射频交换矩阵模块框用工装的制作方法
1.本技术涉及射频交换矩阵模块框的加工技术领域,尤其是涉及一种射频交换矩阵模块框用工装。
背景技术:
2.射频矩阵是自动测试系统的重要组成部分,担负着控制信号流向的任务,是实现自动测试的接口设计的关键。射频交换矩阵模块框采用欧式快速插拔式机箱,机箱后部母板安装有ch6系列高低频混装插座,单元模块上采用ch6系列高低频混装插头,使射频接插件与控制、电源等低频接插件实现了统一,在机箱前部即可对单元模块进行快速插拨安装或更换。
3.相关技术中,射频交换矩阵模块框用工装通常包括安装座,安装座的一侧固定设置有工装夹具,安装座的另一侧设有加工部;工装夹具用于夹持待处理工件,加工部包括刀具固定件,刀具固定于刀具固定件上并用于对待处理工件进行加工。
4.针对上述中的相关技术,发明人认为待处理工件加工后,产生的废屑易堆积在安装座上,部分废屑甚至从安装座滑落至地面上,不便于废屑的清理。
技术实现要素:
5.为了便于清理待处理工件加工后产生的废屑,本技术提供一种射频交换矩阵模块框用工装。
6.本技术提供的一种射频交换矩阵模块框用工装采用如下的技术方案:
7.一种射频交换矩阵模块框用工装,包括安装座,安装座的一端设有工装夹具,安装座的另一端设有加工部,加工部包括刀具固定件,所述安装座上设有清理组件,所述清理组件包括清理槽和出料口,所述清理槽开设于安装座的顶面上,且清理槽位于刀具固定件和工装夹具的正下方;出料口开设于安装座上且与清理槽远离加工部的一端相邻,出料口与清理槽连通。
8.通过采用上述技术方案,清理槽位于加工部和工装夹具的正下方,待处理工件加工后产生的废屑能够落至清理槽中;而出料口开设于安装座上且与清理槽远离加工部的一端相邻,且出料口与清理槽连通,落至清理槽内的废屑便于从出料口处排出。清理槽和出料口的设置能够将废屑集中清理,不易使废屑堆积于安装座上和滑落至底面上,从而便于废屑的清理。
9.可选的,所述清理组件还包括工件挡板,所述工件挡板设于清理槽的开口处,工件挡板的长不小于清理槽的开口长;工件挡板设有至少两块,且相邻的工件挡板之间间隔有空隙。
10.通过采用上述技术方案,可根据待处理工件的实际大小设置相邻两块工件挡板之间的距离,从而控制相邻两块工件挡板之间的空隙的大小,使废屑能够落至清理槽中,而待处理工件不易落至清理槽中。可在待加工工件不慎落下时,落至工件挡板上,便于工作人员
重新将不慎落下的待处理工件固定于工装夹具上。
11.可选的,所述清理槽内设有安装环,所述安装环设于清理槽内且与清理槽的开口相邻,安装环的顶面低于安装座的顶面;工件挡板设于安装环上且工件挡板位于安装环的上方,工件挡板的顶面不高于安装座的顶面。
12.通过采用上述技术方案,由于部分废屑会落至工件挡板的顶面上,而不易直接落入清理槽中。若工件挡板的顶面高于安装座的顶面,在将工件挡板顶面上的废屑扫至清理槽中的过程中,易将废屑扫至安装座的顶面上或者扫落至地面上。而工件挡板的顶面不高于安装座的顶面,便于工作人员将落至工件挡板顶面上的废屑扫至清理槽中,从而便于废屑的清理。
13.可选的,所述加工部包括滑移组件,所述滑移组件包括滑移气缸和滑移块,所述滑移气缸固定设置于安装座上,所述滑移块通过与滑移气缸的滑移杆连接滑动安装在安装座上;滑移块的滑动方向垂直于清理槽的中心线,且滑移块的中心线与清理槽的中心线之间的垂直距离始终不变;所述刀具固定件设于滑移块上。
14.通过采用上述技术方案,滑移块能够在垂直于清理槽的中心线,且与清理槽的中心线之间的距离始终不变的方向滑移,从而带动刀具固定件在该方向滑移,从而带动刀具在该方向上滑移,从而便于调节刀具在垂直于清理槽的中心线,且与清理槽的中心线之间的距离始终不变的方向上的位置,便于根据待处理工件上需要处理的位置进行调节,便于加工。
15.可选的,所述加工部还包括缩进组件,缩进组件包括缩进气缸和缩进块,所述缩进气缸固定设置于滑移块上;缩进气缸的缩进杆垂直于滑移气缸的滑移杆,且缩进气缸的滑移杆的移动方向靠近工装夹具或远离工装夹具;刀具固定件设置于缩进气缸的缩进杆靠近工装夹具的一端。
16.通过采用上述技术方案,缩进气缸能够驱动缩进块向靠近工装夹具和远离工装夹具的方向移动,从而带动刀具固定件向靠近工装夹具和远离工装夹具的方向移动,从而便于调节刀具与待处理工件之间的相对位置,便于加工。
17.可选的,所述缩进气缸的缩进杆靠近工装夹具的一端固定设置有升降气缸,所述刀具固定件设置于升降气缸的升降杆上。
18.通过采用上述技术方案,升降气缸能够驱动刀具固定件升降,从而能够驱动刀具升降,从而便于根据待处理工件的实际高度调节刀具的位置,从而便于待处理工件的加工。
19.可选的,所述清理槽靠近加工部的一端的大小大于清理槽远离加工部的一端的大小。
20.通过采用上述技术方案,待处理工件加工后产生的废屑易沿着清理槽的内侧壁落下,进而便于废屑从出料口处排出。
21.可选的,所述出料口处铰接有出料门,所述出料门的大小不小于出料口的大小。
22.通过采用上述技术方案,出料门能够完全遮住出料口,可通过关闭出料门,使清理槽内废屑的堆积量较多时,再打开出料门集中排出、处理,省时省力,便于废屑的清理。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.待处理工件加工后产生的废屑能够落至清理槽中,而出料口与清理槽连通,落至清理槽内的废屑便于从出料口处排出;清理槽和出料口的设置能够将废屑集中清理,不
易使废屑堆积于安装座上和滑落至底面上,从而便于废屑的清理;
25.2.缩进气缸能够驱动缩进块向靠近工装夹具和远离工装夹具的方向移动,从而带动刀具固定件向靠近工装夹具和远离工装夹具的方向移动,从而便于调节刀具与待处理工件之间的相对位置,便于加工。
附图说明
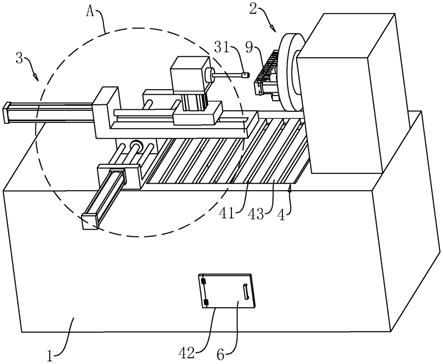
26.图1是本技术实施例的整体结构示意图。
27.图2是隐藏加工部和工装夹具后清理槽的结构示意图。
28.图3是图1中a的放大图。
29.附图标记说明:1、安装方块;11、第一安装块;12、第一侧板;13、限位杆;14、第二安装块;141、限位槽;15、第二侧板;2、工装夹具;3、加工部;31、刀具固定件;4、清理组件;41、清理槽;42、出料口;43、工件挡板;5、安装环;6、出料门;7、滑移组件;71、滑移气缸;711、滑移杆;72、滑移块;721、限位块;8、缩进组件;81、缩进气缸;811、缩进杆;82、缩进块;821、升降气缸;822、安装板;823、转动电机;824、转动轴;9、待处理工件。
具体实施方式
30.以下结合附图1
‑
3对本技术作进一步详细说明。
31.本技术实施例公开一种射频交换矩阵模块框用工装。参照图1,射频交换矩阵模块框用工装包括安装座,安装座为安装方块1,安装方块1顶面的右端安装有工装夹具2,安装方块1顶面的左端安装有加工部3,加工部3包括用于固定刀具的刀具固定件31。
32.参照图1和图2,安装方块1上设有清理组件4,清理组件4包括清理槽41和出料口42,清理槽41开设于安装方块1的顶面上,且位于工装夹具2和刀具固定件31的正下方,清理槽41的上端的大小小于清理槽41的下端的大小。清理槽41内固定安装有安装环5,安装环5与清理槽41的开口处相邻,且安装环5的外侧壁与清理槽41的内侧壁焊接;安装环5的顶面低于安装方块1的顶面。出料口42开设于安装方块1的竖直侧面上且与清理槽41连通,出料口42与清理槽41的底端相邻,出料口42处铰接有出料门6。待处理工件9加工产生的废屑能够落至清理槽41中,再从出料口42处排出。
33.参照图1和图2,清理组件4还包括工件挡板43,工件挡板43焊接于安装环5的顶面上,安装环5便于工件挡板43的安装。工件挡板43设有多块,各块工件挡板43相互平行,且相邻的工件挡板43之间间隔有空隙,可根据待处理工件9的实际大小安装工件挡板43,使废屑能够通过相邻工件挡板43之间的空隙,而不易使待处理工件9通过。工件挡板43的两端均与清理槽41的内侧壁相抵,工件挡板43的顶面低于安装方块1的顶面,便于工作人员将落至工件挡板43顶面上的废屑扫至清理槽41中。
34.参照图1和图3,加工部3包括滑移组件7和缩进组件8。滑移组件7包括滑移气缸71和滑移块72,安装方块1的顶面上固定安装有第一安装块11,第一安装块11位于清理槽41的左侧,第一安装块11的长略小于安装方块1顶面的宽。第一安装块11顶面的两端各竖直焊接有一块第一侧板12,滑移气缸71固定安装在其中一块第一侧板12上,滑移气缸71的滑移杆711穿过靠近滑移气缸71的第一侧板12。滑移块72的底面与第一安装块11的顶面相抵,且滑移块72位于两块第一侧板12之间,滑移块72与滑移气缸71的滑移杆711穿过第一侧板12的
一端固定连接。两块第一侧板12之间还安装有限位杆13,限位杆13的一端与其中一块第一侧板12焊接,限位杆13的另一端穿过滑移块72且与另一块第一侧板12焊接。限位杆13安装有两根,且两根限位杆13分别位于滑移气缸71的滑移杆711的两侧。
35.参照图1和图3,缩进组件8包括缩进气缸81和缩进块82。第一安装块11的顶面上焊接有第二安装块14,第二安装块14的右端靠近工装夹具2,第二安装块14顶面的左端竖直焊接有一块第二侧板15,缩进气缸81固定安装于第二侧板15上,且缩进气缸81的缩进杆811穿过第二侧板15。滑移块72与第二安装块14的顶面相抵,且滑移块72与缩进气缸81的缩进杆811固定连接。第二安装块14的顶面上开设有限位槽141,滑移块72的底面上焊接有限位块721,限位块721穿设于限位槽141内,且限位块721的前侧壁、限位块721的后侧壁和限位块721的底面均与限位槽141的内侧壁相抵。
36.参照图1和图3,缩进块82的顶面上固定安装有升降气缸821,升降气缸821的升降杆竖直向上,且升降气缸821的升降杆的上端固定连接有安装板822,安装板822的顶面上固定安装有转动电机823,转动电机823的转动轴824平行于缩进气缸81的缩进杆811。刀具固定件31固定安装于缩进气缸81的转动轴824远离缩进气缸81的一端。转动电机823能够驱动刀具转动,从而便于对待处理工件9进行钻孔。
37.本技术实施例一种射频交换矩阵模块框用工装的实施原理为:先将刀具固定于刀具固定件31上,将待处理工件9固定于工装夹具2上。通过启动滑移气缸71、缩进气缸81和升降气缸821,调节刀具和待处理工件9的相对位置。当需要加工沟槽时,通过缩进气缸81驱动刀具向靠近和远离待处理工件9的方向移动实现;当需要加工孔时,启动转动电机823,进行钻孔。加工后,产生的废屑从相邻的工件挡板43之间的空隙中落入清理槽41中,最后打开出料门6,将废屑从出料口42处集中排出,不易使废屑堆积于安装座上和滑落至底面上,从而便于废屑的清理。
38.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1