冲裁模的分段冲压结构的制作方法
1.本实用新型涉及模具冲压技术领域,更具体的涉及一种冲裁模的分段冲压结构。
背景技术:
2.冲裁模是冲压生产中不可缺少的工艺装备,其主要功能是将产品与原材料分离,良好的模具结构是实现工艺方案的可靠保证。冲压零件的质量好坏和精度高低,主要取决于冲裁模的质量和精度。冲裁模结构是否合理、先进,直接影响到生产效率及冲裁模本身的使用寿命和操作的安全、方便性等。由于冲裁件形状、尺寸、精度和生产批量及生产条件不同,冲裁模的结构类型也不同。
3.如图1所示为现有技术中,冲裁模对原材料的冲裁结构。在该冲裁结构中,冲裁凸模与凹模以及冲孔凸模同时对产品的外形轮廓和中心孔进行冲裁,该冲裁结构导致冲裁凸模冲裁外形轮廓的冲裁力和冲孔凸模冲压中心孔的冲孔力叠加,导致冲裁模具所需要的的冲压力较大,导致该类结构的冲裁模的使用受限。因此现有技术中的冲裁模存在着改进的空间。
技术实现要素:
4.针对现有技术的不足,本实用新型提供了一种冲裁模的分段冲压结构,使产品外形和中心孔分时冲裁,以减小冲压所需的压力,进而提升冲裁模的使用范围。
5.为实现上述目的,本实用新型提供了如下技术方案:
6.一种冲裁模的分段冲压结构,包括冲裁凸模和母模板,其特征是:在母模板的中心孔内设置有凹模,所述凹模与母模板的中心孔之间形成冲裁型腔,在冲裁型腔内具有冲孔凸模;
7.在冲裁型腔的深度方向上分布有外形轮廓冲裁位和中心孔冲裁位,所述冲孔凸模的上端位于中心孔冲裁位上;
8.在冲裁凸模的下端面上具有冲孔型腔,所述冲孔型腔与冲孔凸模对应。
9.优选的,所述在冲裁型腔中设置有产品顶出组件。
10.优选的,所述产品顶出组件包括顶板和顶杆;
11.所述顶板设置在冲裁型腔内,并且能在冲裁型腔内上下移动;
12.所述顶杆具有多根,每根顶杆的上端支撑在顶板上,下端穿过冲裁型腔的底壁连接有顶升部件。
13.优选的,在顶板的下表面上具有定位槽,所述顶杆的上端具有定位块,定位槽与定位块之间轴向限位配合。
14.优选的,在冲裁凸模内具有废料顶杆。
15.本实用新型的优点为:产品的外形冲裁和中心孔冲压分时段进行,相对于现有技术中的同时进行,能够显著降低对压力的需求,所以本实用新型的冲裁结构使用的广泛性得到显著提升。
附图说明
16.图1为现有技术中冲裁模的示意图;
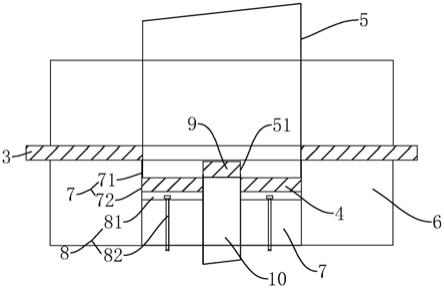
17.图2为本实施例所提供的冲裁模的分段冲压结构的示意图。
具体实施方式
18.结合图2对本实用新型冲裁模的分段冲压结构作进一步的说明。
19.一种冲裁模的分段冲压结构,包括冲裁凸模5和母模板6,其特征是:在母模板6的中心孔内设置有凹模20,所述凹模20与母模板6的中心孔之间形成冲裁型腔7,在冲裁型腔7内具有冲孔凸模10。在冲裁型腔7的深度方向上分布有外形轮廓冲裁位71和中心孔冲裁位72,所述冲孔凸模10的上端位于中心孔冲裁位72上;在冲裁凸模5的下端面上具有冲孔型腔51,所述冲孔型腔51与冲孔凸模10对应。
20.基于上述结构在具体冲裁时,冲裁凸模5向下冲压,将原材料3上的冲裁部位压入到冲裁型腔7的外形轮廓冲裁位71中,先实现对产品4外形轮廓的冲裁;冲裁凸模5继续将产品4下压至中心孔冲裁位72上,由于中心孔冲裁位72上具有冲孔凸模10,所以产品4在被下压过程中由该冲孔凸模10实现对产品4的冲孔操作。在上述过程中,产品4的外形轮廓冲裁和中心孔冲裁分时段进行,所以对冲裁时所需的压力显著降低,使得本实用新型能够适应更多不同硬度原材料3的冲裁。
21.在冲裁型腔7中设置有产品4顶出组件8;所述产品4顶出组件8包括顶板81和顶杆82;所述顶板81设置在冲裁型腔7内,并且能在冲裁型腔7内上下移动;所述顶杆82具有多根,每根顶杆82的上端支撑在顶板81上,下端穿过冲裁型腔7的底壁连接有顶升部件,该顶升部件为油缸。通过该顶出组件8,能将冲裁型腔7内的产品4顶出冲裁型腔7,便于产品4的收集。顶板81的设置,能够提升与产品4接触的面积,使得产品4能够被稳定顶出冲裁型腔7。
22.在顶板81的下表面上具有定位槽,所述顶杆82的上端具有定位块,定位槽与定位块之间轴向限位配合,即在顶板81的下表面上具有t型槽,顶杆82的定位块从顶板81的侧面滑入到该定位槽内。该结构下,顶杆82能够带动顶板81上下移动,便于产品4的冲裁形成。
23.在冲裁凸模5内具有废料顶杆。该顶杆能够将进入到冲孔型腔51内的废料9顶出。
24.如无特殊说明,本实用新型中,若有术语“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系是基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此本实用新型中描述方位或位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以结合附图,并根据具体情况理解上述术语的具体含义。
25.除非另有明确的规定和限定,本实用新型中,若有术语“设置”、“相连”及“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
26.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指
出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
技术特征:
1.一种冲裁模的分段冲压结构,包括冲裁凸模和母模板,其特征是:在母模板的中心孔内设置有凹模,所述凹模与母模板的中心孔之间形成冲裁型腔,在冲裁型腔内具有冲孔凸模;在冲裁型腔的深度方向上分布有外形轮廓冲裁位和中心孔冲裁位,所述冲孔凸模的上端位于中心孔冲裁位上;在冲裁凸模的下端面上具有冲孔型腔,所述冲孔型腔与冲孔凸模对应。2.根据权利要求1所述的冲裁模的分段冲压结构,其特征是:所述在冲裁型腔中设置有产品顶出组件。3.根据权利要求2所述的冲裁模的分段冲压结构,其特征是:所述产品顶出组件包括顶板和顶杆;所述顶板设置在冲裁型腔内,并且能在冲裁型腔内上下移动;所述顶杆具有多根,每根顶杆的上端支撑在顶板上,下端穿过冲裁型腔的底壁连接有顶升部件。4.根据权利要求3所述的冲裁模的分段冲压结构,其特征是:在顶板的下表面上具有定位槽,所述顶杆的上端具有定位块,定位槽与定位块之间轴向限位配合。5.根据权利要求1所述的冲裁模的分段冲压结构,其特征是:在冲裁凸模内具有废料顶杆。
技术总结
本实用新型公开了一种冲裁模的分段冲压结构,包括冲裁凸模和母模板,其特征是:在母模板的中心孔内设置有凹模,所述凹模与母模板的中心孔之间形成冲裁型腔,在冲裁型腔内具有冲孔凸模;在冲裁型腔的深度方向上分布有外形轮廓冲裁位和中心孔冲裁位,所述冲孔凸模的上端位于中心孔冲裁位上;在冲裁凸模的下端面上具有冲孔型腔,所述冲孔型腔与冲孔凸模对应。本实用新型使产品外形和中心孔分时冲裁,以减小冲压所需的压力,进而提升冲裁模的使用范围。进而提升冲裁模的使用范围。进而提升冲裁模的使用范围。
技术研发人员:计国强 朱帆 吴勇
受保护的技术使用者:嘉兴和新精冲科技有限公司
技术研发日:2021.01.25
技术公布日:2021/12/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1