一种新型电梯轿厢头部拼装焊接装置的制作方法
本技术涉及电梯,特指一种新型电梯轿厢头部拼装焊接装置。
背景技术:
1、电梯是指服务于建筑物内若干特定的楼层,其轿厢运行在至少两列垂直于水平面或与铅垂线倾斜角小于15°的刚性轨道运动的永久运输设备。也有台阶式,踏步板装在履带上连续运行,俗称自动扶梯或自动人行道。服务于规定楼层的固定式升降设备。垂直升降电梯具有一个轿厢,运行在至少两列垂直的或倾斜角小于15°的刚性导轨之间。轿厢尺寸与结构形式便于乘客出入或装卸货物。习惯上不论其驱动方式如何,将电梯作为建筑物内垂直交通运输工具的总称。
2、传统的电梯轿厢头部拼装焊接装置具有如下缺陷:采用手工焊接,没有实现自动化工装的一次装夹焊接成型。手工焊接过程中,工件种类多切换较难,工装定位容易错位,造成焊接变形大,焊缝成型质量比较差,容易产生气孔、焊渣等缺陷;虽然手工焊接工装实现工装的通用性,但装夹工件定位精度不高,增加了人工劳动强度和人工成本,工作效率比较低下。
技术实现思路
1、针对以上问题,本实用新型提供了一种新型电梯轿厢头部拼装焊接装置,通过设置有上板压紧机构,折弯侧板定位机构,折弯侧板压紧机构,中间u型板定位机构,底板顶升机构,工装具有很强的重复定位精度,可很好的满足电梯轿厢头部拼装的精度要求,提高了效率。
2、为了实现上述目的,本实用新型采用的技术方案如下:
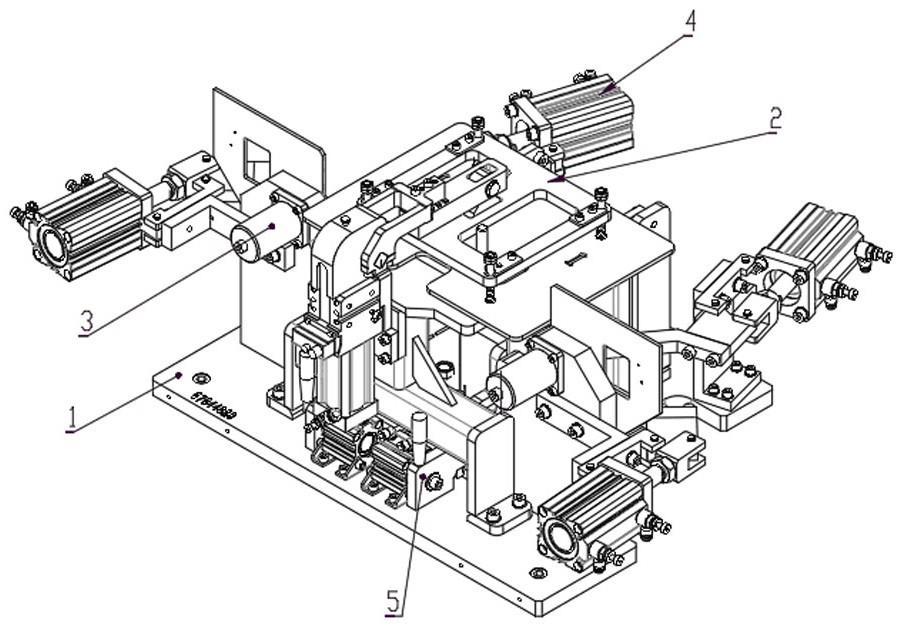
3、一种新型电梯轿厢头部拼装焊接装置,包括工装底座组件,上板压紧机构,折弯侧板定位机构,折弯侧板压紧机构,中间u型板定位机构,底板顶升机构和工件,所述上板压紧机构、折弯侧板定位机构、折弯侧板压紧机构、中间u型板定位机构、底板顶升机构全部安装在工装底座组件上,所述工件由第一底板、中间u型板、两个折弯侧板和上板组成。
4、优选地,所述工装底座组件包括第二底板、侧板定位块、连接底座、铰链座、翻转支撑杆,第二底板上安装侧板定位块和连接底座和铰链座,翻转支撑杆安装在铰链座上,翻转支撑上板。
5、优选地,所述上板压紧机构包括气缸安装座、第一排气节流阀、强力夹紧气缸、翻转臂、铰链连接块、弹簧安装板、导杆、第一弹簧,强力夹紧气缸带动翻转臂翻转,第一弹簧和导杆安装在弹簧安装板上,弹簧安装板整体通过铰链连接块与翻转臂连接。
6、优选地,所述折弯侧板定位机构包括弹簧套、第二弹簧、锁紧螺钉、折弯侧板定位销,折弯侧板定位销通过锁紧螺钉穿过第二弹簧安装在弹簧套内,手动按压可实现折弯侧板定位销伸缩。
7、优选地,所述折弯侧板压紧机构包括连接块、伸缩气缸、第二排气节流阀、铰链接头、压紧块,伸缩气缸通过连接块安装在侧板定位块上,压紧块通过铰链接头与伸缩气缸连接,可实现压紧块°翻转。
8、优选地,所述中间u型板定位机构包括中间u型板定位销、推板、气缸、手柄,中间u型板定位销安装在推板上,手柄安装在推板上,推板与气缸连接,气缸通过中泄阀控制,手动拉动手柄时可以实现中间u型板定位销的伸缩。
9、优选地,所述底板顶升机构包括紧凑型气缸、导向杆、直线轴承、顶升板,导向杆与紧凑型气缸连接,顶升板通过导向杆安装于直线轴承上,通过紧凑型气缸可以实现顶升板的升降。
10、本实用新型有益效果:
11、1、本实用新型提供的一种新型电梯轿厢头部拼装焊接装置,通过设置有上板压紧机构,折弯侧板定位机构,折弯侧板压紧机构,中间u型板定位机构,底板顶升机构,工装具有很强的重复定位精度,可很好的满足电梯轿厢头部拼装的精度要求,提高了效率;
12、2、本实用新型提供的一种新型电梯轿厢头部拼装焊接装置,通过设置有中间u型板定位机构,底板顶升机构,实用新型提供的装置克服了现有技术的不足,能够满足自动化焊接的要求,通用性好,具有工装重复定位的功能,工作效率高,成本低,且能保证焊缝成型质量;
13、3、本实用新型提供的一种新型电梯轿厢头部拼装焊接装置,整体结构简单实用,且节约成本,又提高了工装的通用性。
技术特征:
1.一种新型电梯轿厢头部拼装焊接装置,包括工装底座组件(1),上板压紧机构(2),折弯侧板定位机构(3),折弯侧板压紧机构(4),中间u型板定位机构(5),底板顶升机构(6)和工件,其特征在于:所述上板压紧机构(2)、折弯侧板定位机构(3)、折弯侧板压紧机构(4)、中间u型板定位机构(5)、底板顶升机构(6)全部安装在工装底座组件(1)上,所述工件由第一底板(7)、中间u型板(8)、两个折弯侧板(9)和上板(10)组成。
2.根据权利要求1所述的一种新型电梯轿厢头部拼装焊接装置,其特征在于:所述工装底座组件(1)包括第二底板(24)、侧板定位块(25)、连接底座(26)、铰链座(39)、翻转支撑杆(40),第二底板(24)上安装侧板定位块(25)和连接底座(26)和铰链座(39),翻转支撑杆(40)安装在铰链座(39)上。
3.根据权利要求1所述的一种新型电梯轿厢头部拼装焊接装置,其特征在于:所述上板压紧机构(2)包括气缸安装座(11)、第一排气节流阀(12)、强力夹紧气缸(13)、翻转臂(14)、铰链连接块(15)、弹簧安装板(16)、导杆(17)、第一弹簧(18),强力夹紧气缸(13)带动翻转臂(14)翻转,第一弹簧(18)和导杆(17)安装在弹簧安装板(16)上,弹簧安装板(16)整体通过铰链连接块(15)与翻转臂(14)连接。
4.根据权利要求1所述的一种新型电梯轿厢头部拼装焊接装置,其特征在于:所述折弯侧板定位机构(3)包括弹簧套(30)、第二弹簧(31)、锁紧螺钉(32)、折弯侧板定位销(33),折弯侧板定位销(33)通过锁紧螺钉(32)穿过第二弹簧(31)安装在弹簧套(30)内。
5.根据权利要求1所述的一种新型电梯轿厢头部拼装焊接装置,其特征在于:所述折弯侧板压紧机构(4)包括连接块(34)、伸缩气缸(35)、第二排气节流阀(36)、铰链接头(37)、压紧块(38),伸缩气缸(35)通过连接块(34)安装在侧板定位块(25)上,压紧块(38)通过铰链接头(37)与伸缩气缸(35)连接。
6.根据权利要求1所述的一种新型电梯轿厢头部拼装焊接装置,其特征在于:所述中间u型板定位机构(5)包括中间u型板定位销(23)、推板(27)、气缸(28)、手柄(29),中间u型板定位销(23)安装在推板(27)上,手柄(29)安装在推板(27)上,推板(27)与气缸(28)连接,气缸(28)通过中泄阀控制。
7.根据权利要求1所述的一种新型电梯轿厢头部拼装焊接装置,其特征在于:所述底板顶升机构(6)包括紧凑型气缸(19)、导向杆(20)、直线轴承(21)、顶升板(22),导向杆(20)与紧凑型气缸(19)连接,顶升板(22)通过导向杆(20)安装于直线轴承(21)上。
技术总结
本技术提供一种新型电梯轿厢头部拼装焊接装置,包括工装底座组件,上板压紧机构,折弯侧板定位机构,折弯侧板压紧机构,中间U型板定位机构,底板顶升机构,所述上板压紧机构、折弯侧板定位机构、折弯侧板压紧机构、中间U型板定位机构、底板顶升机构全部安装在工装底座组件上。工件由第一底板、中间U型板、两个折弯侧板和上板组成。本技术通过设置有上板压紧机构,折弯侧板定位机构,折弯侧板压紧机构,中间U型板定位机构,底板顶升机构,工装具有很强的重复定位精度,可很好的满足电梯轿厢头部拼装的精度要求,提高了效率。
技术研发人员:陈可以,蔡海阳
受保护的技术使用者:海克力斯(上海)自动化设备有限公司
技术研发日:20210130
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!