三工位管端加工设备的制作方法
1.本实用新型涉及一种管材加工设备,具体来说涉及一种三工位管端加工设备。
背景技术:
2.管材端部加工常见的有扩口、墩筋、修整去毛刺等。现有的管端加工设备一般由油缸进行工位切换,可进行双工位的管端加工。当加工工序更多时,需要增加管端加工设备,以实现不同工序的加工,不仅加工成本高,且反复装夹使得加工效率不高。
技术实现要素:
3.本实用新型所要解决的技术问题是:提供一种集成度高、占用空间小的三工位管端加工设备。
4.为解决上述技术问题,本实用新型所采用的技术方案为:一种三工位管端加工设备,包括机台,机台上设有装夹待加工管材的装夹装置,机台上在待加工工件装夹位置两端分别设有加工机构;加工机构包括沿待加工工件轴向滑动的横向滑座以及驱动横向滑座的主驱动油缸,横向滑座上设有沿待加工工件径向滑动的纵向滑座以及驱动纵向滑座的切换油缸;纵向滑座上并列设有可拆卸的第一管端加工装置、第二管端加工装置、第三管端加工装置,切换油缸的活塞杆伸出时第一管端加工装置或第三管端加工装置与装夹装置位置相对应,切换油缸的活塞杆缩回时第三管端加工装置或第一管端加工装置与装夹装置位置相对应;横向滑座上设有定位第二管端成型装置的辅助油缸,辅助油缸的活塞杆端部设有定位纵向滑座端部的定位挡板;
5.纵向滑座上设有行程可调的定位油缸,定位油缸的活塞杆端部设有滑动板,滑动板上设有定位斜槽,横向滑座中设有芯座,芯座中沿待加工管材轴向活动穿设有芯棒,纵向滑座上设有与芯棒端部相配合的定位孔,芯棒上靠近主驱动油缸的一侧固定套设有联动块,联动块下部设有传动杆,传动杆下端活动嵌设在定位斜槽中;定位油缸的活塞杆伸出时,芯棒端部卡入纵向滑座的定位孔中,此时第二管端加工装置与装夹装置位置相对应;定位油缸的活塞杆缩回时,芯棒端部从纵向滑座的定位孔中脱出。
6.作为一种优选的方案,所述纵向滑座上在滑动板的两侧分别设有导向轮。
7.作为一种优选的方案,所述定位挡板靠近纵向滑座的表面上设有定位块;纵向滑座上设有与定位块相配合的定位凹槽。
8.作为一种优选的方案,所述装夹装置包括设置在机台上的立架,机台上在立架下方设有下装夹模,立架上设有竖直向下布置的装夹油缸,装夹油缸的活塞杆端部设有与下装夹模配合以夹紧工件的上装夹模。
9.作为一种优选的方案,所述机台上设有一对横向滑轨,所述横向滑座设置在横向滑轨上。
10.本实用新型的有益效果是:
11.本设备通过横向滑座上设有定位中间管端成型装置的辅助油缸,辅助油缸的活塞
杆端部设有定位纵向滑座端部的定位挡板,从而实现纵向滑座的粗定位;并通过定位油缸带动滑动板、联动块驱动芯棒伸出以卡入纵向滑座的定位孔中,此时第二管端加工装置与装夹装置位置相对应,从而实现第二管端加工装置的精确定位,使得本设备在较小的安装空间中实现三工位管端加工装置的设置,大大提高了设备的生产效率,降低了管材加工成本。
12.由于纵向滑座上在滑动板的两侧分别设有导向轮,使得滑动板的运动更为平稳可靠。
13.由于定位挡板靠近纵向滑座的表面上设有定位块;纵向滑座上设有与定位块相配合的定位凹槽,使得对纵向滑座的限位更为准确可靠。
附图说明
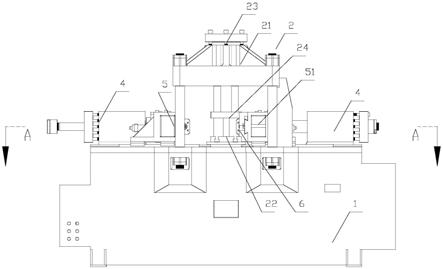
14.图1是本实用新型的主视结构示意图。
15.图2是图1的a
‑
a剖结构示意图。
16.图1至图2中:1.机台,2.装夹装置,21.立架,22.下装夹模,23.装夹油缸,24.上装夹模;
17.3.横向滑座,4.主驱动油缸,5.横向滑轨,6.纵向滑座,7.切换油缸;
18.8.第一管端加工装置,9.第二管端加工装置,10.第三管端加工装置,11.辅助油缸,12.定位挡板,13.联动块,14.定位油缸,15.滑动板,16.导向轮,17.芯座,18.芯棒。
具体实施方式
19.下面结合附图,详细描述本实用新型的具体实施方案。
20.如图1
‑
2所示,一种三工位管端加工设备,包括机台1,机台1上设有装夹待加工管材的装夹装置2,装夹装置2包括设置在机台1上的立架21,机台1上在立架21下方设有下装夹模22,立架21上设有竖直向下布置的装夹油缸23,装夹油缸23的活塞杆端部设有与下装夹模22配合以夹紧工件的上装夹模24。机台1上在待加工工件装夹位置两端分别设有加工机构;加工机构包括沿待加工工件轴向滑动的横向滑座3以及驱动横向滑座3的主驱动油缸4,所述机台1上设有一对横向滑轨5,所述横向滑座3设置在横向滑轨5上。横向滑座3上设有沿待加工工件径向滑动的纵向滑座6以及驱动纵向滑座6的切换油缸7。
21.纵向滑座6上并列设有可拆卸的第一管端加工装置8、第二管端加工装置9、第三管端加工装置10,切换油缸7的活塞杆伸出时第一管端加工装置8与装夹装置2位置相对应,切换油缸7的活塞杆缩回时第三管端加工装置10与装夹装置2位置相对应;横向滑座3上设有定位第二管端成型装置的辅助油缸11,辅助油缸11的活塞杆端部设有定位纵向滑座6端部的定位挡板12;所述定位挡板12靠近纵向滑座6的表面上设有定位块;纵向滑座6上设有与定位块相配合的定位凹槽。
22.纵向滑座6上设有行程可调的定位油缸14,定位油缸14的活塞杆端部设有滑动板15,纵向滑座6上在滑动板15的两侧分别设有导向轮16,滑动板15上设有定位斜槽,横向滑座3中设有芯座17,芯座17中沿待加工管材轴向活动穿设有芯棒18,纵向滑座6上设有与芯棒18端部相配合的定位孔,芯棒18上靠近主驱动油缸4的一侧固定套设有联动块13,联动块13下部设有传动杆,传动杆下端活动嵌设在定位斜槽中;定位油缸14的活塞杆伸出时,芯棒
18端部卡入纵向滑座6的定位孔中,此时第二管端加工装置9与装夹装置2位置相对应;定位油缸14的活塞杆缩回时,芯棒18端部从纵向滑座6的定位孔中脱出。
23.上述的实施例仅例示性说明本发明创造的原理及其功效,以及部分运用的实施例,而非用于限制本实用新型;应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
技术特征:
1.一种三工位管端加工设备,包括机台,机台上设有装夹待加工管材的装夹装置,机台上在待加工工件装夹位置两端分别设有加工机构;加工机构包括沿待加工工件轴向滑动的横向滑座以及驱动横向滑座的主驱动油缸,其特征在于:所述横向滑座上设有沿待加工工件径向滑动的纵向滑座以及驱动纵向滑座的切换油缸;纵向滑座上并列设有可拆卸的第一管端加工装置、第二管端加工装置、第三管端加工装置,切换油缸的活塞杆伸出时第一管端加工装置或第三管端加工装置与装夹装置位置相对应,切换油缸的活塞杆缩回时第三管端加工装置或第一管端加工装置与装夹装置位置相对应;横向滑座上设有定位第二管端成型装置的辅助油缸,辅助油缸的活塞杆端部设有定位纵向滑座端部的定位挡板;纵向滑座上设有行程可调的定位油缸,定位油缸的活塞杆端部设有滑动板,滑动板上设有定位斜槽,横向滑座中设有芯座,芯座中沿待加工管材轴向活动穿设有芯棒,纵向滑座上设有与芯棒端部相配合的定位孔,芯棒上靠近主驱动油缸的一侧固定套设有联动块,联动块下部设有传动杆,传动杆下端活动嵌设在定位斜槽中;定位油缸的活塞杆伸出时,芯棒端部卡入纵向滑座的定位孔中,此时第二管端加工装置与装夹装置位置相对应;定位油缸的活塞杆缩回时,芯棒端部从纵向滑座的定位孔中脱出。2.如权利要求1所述的一种三工位管端加工设备,其特征在于:所述纵向滑座上在滑动板的两侧分别设有导向轮。3.如权利要求1所述的一种三工位管端加工设备,其特征在于:所述定位挡板靠近纵向滑座的表面上设有定位块;纵向滑座上设有与定位块相配合的定位凹槽。4.如权利要求1所述的一种三工位管端加工设备,其特征在于:所述装夹装置包括设置在机台上的立架,机台上在立架下方设有下装夹模,立架上设有竖直向下布置的装夹油缸,装夹油缸的活塞杆端部设有与下装夹模配合以夹紧工件的上装夹模。5.如权利要求1
‑
4中任一项所述的一种三工位管端加工设备,其特征在于:所述机台上设有一对横向滑轨,所述横向滑座设置在横向滑轨上。
技术总结
本实用新型公开了一种集成度高、占用空间小的三工位管端加工设备,包括机台,机台上设有装夹装置、两个加工机构;加工机构包括横向滑座、主驱动油缸,横向滑座上设有纵向滑座、切换油缸,横向滑座上设有定位中间管端成型装置的辅助油缸,辅助油缸的活塞杆端部设有定位纵向滑座端部的定位挡板;纵向滑座上设有第一管端加工装置、第二管端加工装置、第三管端加工装置,纵向滑座上设有定位油缸,定位油缸的活塞杆端部设有滑动板,滑动板上设有定位斜槽,第二管端加工装置包括设置在横向滑座中的芯座,芯座中活动穿设有芯棒,纵向滑座上设有与芯棒端部相配合的定位孔,芯棒上固定套设有联动块,联动块下部设有下端活动嵌设在定位斜槽中的传动杆。中的传动杆。中的传动杆。
技术研发人员:袁林飞
受保护的技术使用者:张家港和升数控机床制造有限公司
技术研发日:2021.02.02
技术公布日:2021/11/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1