一种汽车用锁紧限高螺丝的铆合冲床的制作方法
1.本实用新型涉及汽车零件生产领域,具体的,涉及一种汽车用锁紧限高螺丝的铆合冲床。
背景技术:
2.如图1所示,汽车用锁紧限高螺丝包括一螺丝10和一套筒20,二者为组合使用,即二者一般为单独生产,并需在螺丝10杆部靠近头部设置的缩径段11上套置套筒20,并将套筒20向内击出凹坑21形成与螺丝10的上述缩径段11铆接的组合体。
3.目前,汽车用锁紧限高螺丝的两零件的铆接作业需要人工借助工具夹持套置后的螺丝和套筒,并借助冲压工具完成,效率低、安全性差且冲压获得的组合体多有不良。
技术实现要素:
4.本实用新型提供了一种汽车用锁紧限高螺丝的铆合冲床,用以解决上述技术问题。
5.为了解决上述技术问题,本实用新型的技术方案是:
6.一种汽车用锁紧限高螺丝的铆合冲床,用于将所述锁紧限高螺丝中的螺丝及套置于所述螺丝上的套筒铆合,所述铆合冲床包括:
7.上模和下模,分别包括上模腔和下模腔,所述上模腔和所述下模腔能够在所述上模和所述下模合模时形成与套置一体的所述螺丝和所述套筒形成的组合体仿形的型腔;
8.上模固定板,借由上导柱连接于所述上模的上方,以使所述上模能够相对所述上模固定板沿竖直方向滑动,所述上模固定板和所述上模间设置有使二者保持于相远离状态的第一弹簧;
9.第一冲头,能够在所述上模固定板和所述上模贴合时伸入上模腔,以在所述上模和所述下模合模时冲压所述组合体中的所述套筒,从而将所述螺丝和所述套筒铆合。
10.进一步的,所述铆合冲床还包括:
11.下模固定板,借由下导柱连接于所述下模的下方,以使所述下模能够相对所述下模固定板沿竖直方向滑动,所述下模固定板和所述下模间设置有使二者保持于相远离状态的第二弹簧。
12.进一步的,所述铆合冲床还包括:
13.第二冲头,能够在所述下模固定板和所述下模贴合时伸入下模腔,以在所述上模和所述下模合模时冲压所述组合体中的所述套筒。
14.进一步的,所述第一冲头和所述第二冲头同轴设置。
15.本实用新型具有如下优点:
16.本实用新型提供的汽车用锁紧限高螺丝的铆合冲床,手工将套置的螺丝和套筒放置在下模腔后,当冲床的冲头下压冲击上模板下压时,上模板下移并同步带动上模下移,在第一弹簧的间隔作用下,上模将首先与下模接触并保持位置,在上模板继续下压过程中,第
一弹簧被压缩使上模与下模被紧抵以固定处于型腔内,最后,下模板与下模直接接触传递冲压力,固定在所述上模板上的第一冲头冲击套筒,使套筒被击凹并与螺丝的缩径段铆接相连,获得锁紧限高螺丝。该铆合冲床的冲压铆合效率高,无需人工固定螺丝和套筒,具有足够的安全性,且由型腔保持套置的螺丝和套筒的形态,确保获得的锁紧限高螺丝的品质。
附图说明
17.图1是本实用新型中汽车用锁紧限高螺丝的结构示意图;
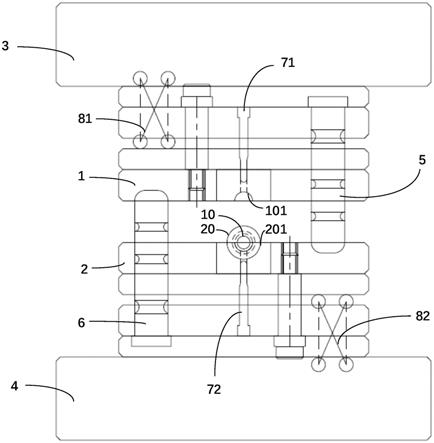
18.图2是本实用新型中汽车用锁紧限高螺丝的铆合冲床的结构示意图。
19.图中所示:
20.10、螺丝;11、缩径段;20、套筒;21、凹坑;
21.1、上模;101、上模腔;2、下模;201、下模腔;3、上模固定板;4、下模固定板;5、上导柱;6、下导柱;71、第一冲头;72、第二冲头;81、第一弹簧;82、第二弹簧。
具体实施方式
22.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。需说明的是,本实用新型附图均采用简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本实用新型实施例的目的。
23.请参阅图2所示的一种汽车用锁紧限高螺丝10的铆合冲床,其用于将所述锁紧限高螺丝10中的螺丝10及套置于所述螺丝10上的套筒20铆合,所述铆合冲床包括上模1、下模2、上模固定板3和第一冲头71。其中上模1和下模2分别包括上模腔101和下模腔201,所述上模腔101和所述下模腔201能够在所述上模1和所述下模2合模时形成与套置一体的所述螺丝10和所述套筒20形成的组合体仿形的型腔。上模固定板3借由上导柱5连接于所述上模1的上方,以使所述上模1能够相对所述上模固定板3沿竖直方向滑动,所述上模固定板3和所述上模1间设置有使二者保持于相远离状态的第一弹簧81;第一冲头71固定在所述上模固定板3上,其能够在所述上模固定板3和所述上模1贴合时伸入上模腔101,以在所述上模1和所述下模2合模时冲压所述组合体中的所述套筒20,从而将所述螺丝10和所述套筒20铆合。
24.借由上述结构,手工将套置的螺丝10和套筒20放置在下模腔201后,当冲床的冲头下压冲击上模固定板3下压时,上模固定板3下移并同步带动上模1下移,在第一弹簧81的间隔作用下,上模1将首先与下模2接触并保持位置,在上模固定板3继续下压过程中,第一弹簧81被压缩使上模1与下模2被紧抵以固定处于型腔内,最后,下模2板与下模2直接接触传递冲压力,固定在所述上模固定板3上的第一冲头71冲击套筒20,使套筒20被击凹并与螺丝10的缩径段11铆接相连,获得锁紧限高螺丝10。该铆合冲床的冲压铆合效率高,无需人工固定螺丝10和套筒20,具有足够的安全性,且由型腔保持套置的螺丝10和套筒20的形态,确保获得的锁紧限高螺丝10的品质。
25.进一步的,所述铆合冲床还可以包括下模固定板4,下模固定板4借由下导柱6连接于所述下模2的下方,以使所述下模2能够相对所述下模固定板4沿竖直方向滑动,所述下模固定板4和所述下模2间设置有使二者保持于相远离状态的第二弹簧82。借由第一弹簧81和第二弹簧82,使上模1和下模2之间分别形成与上模固定板3和下模2板的浮动结构,与实际冲压动作前良好地固定螺丝10和套筒20,保证冲压品质。
26.进一步的,所述铆合冲床还包括第二冲头72,第二冲头72固定在下模固定板4,其能够在所述下模固定板4和所述下模2贴合时伸入下模腔201,以在所述上模1和所述下模2合模时冲压所述组合体中的所述套筒20。较佳地,进一步的,所述第一冲头71和所述第二冲头72同轴设置,从而能够同时获得两个同轴的铆接击凹结构,提高生产效率,确保铆接结构可靠。
27.本领域的技术人员可以对实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包括这些改动和变型在内。
技术特征:
1.一种汽车用锁紧限高螺丝的铆合冲床,用于将所述锁紧限高螺丝中的螺丝及套置于所述螺丝上的套筒铆合,其特征在于,所述铆合冲床包括:上模和下模,分别包括上模腔和下模腔,所述上模腔和所述下模腔能够在所述上模和所述下模合模时形成与套置一体的所述螺丝和所述套筒形成的组合体仿形的型腔;上模固定板,借由上导柱连接于所述上模的上方,以使所述上模能够相对所述上模固定板沿竖直方向滑动,所述上模固定板和所述上模间设置有使二者保持于相远离状态的第一弹簧;第一冲头,固定在所述上模固定板上,能够在所述上模固定板和所述上模贴合时伸入上模腔,以在所述上模和所述下模合模时冲压所述组合体中的所述套筒,从而将所述螺丝和所述套筒铆合。2.根据权利要求1所述的汽车用锁紧限高螺丝的铆合冲床,其特征在于,所述铆合冲床还包括:下模固定板,借由下导柱连接于所述下模的下方,以使所述下模能够相对所述下模固定板沿竖直方向滑动,所述下模固定板和所述下模间设置有使二者保持于相远离状态的第二弹簧。3.根据权利要求2所述的汽车用锁紧限高螺丝的铆合冲床,其特征在于,所述铆合冲床还包括:第二冲头,固定在所述下模固定板上,能够在所述下模固定板和所述下模贴合时伸入下模腔,以在所述上模和所述下模合模时冲压所述组合体中的所述套筒。4.根据权利要求3所述的汽车用锁紧限高螺丝的铆合冲床,其特征在于,所述第一冲头和所述第二冲头同轴设置。
技术总结
本实用新型公开了一种汽车用锁紧限高螺丝的铆合冲床,其用于将锁紧限高螺丝中的螺丝及套置于螺丝上的套筒铆合,其包括:上模和下模,分别包括上模腔和下模腔,上模腔和下模腔能够合模时形成与套置一体的螺丝和套筒形成的组合体仿形的型腔;上模固定板,借由上导柱连接于上模的上方,以使上模能够相对上模固定板沿竖直方向滑动,上模固定板和上模间设置有使二者保持于相远离状态的第一弹簧;第一冲头,能够在上模固定板和上模贴合时伸入上模腔,以在上模和下模合模时冲压组合体中的套筒,从而将螺丝和套筒铆合。该铆合冲床的冲压铆合效率高,安全性好,且由型腔保持套置的螺丝和套筒的形态,确保获得的锁紧限高螺丝的品质。质。质。
技术研发人员:郭晨晨 林志龙
受保护的技术使用者:苏州崴骏精密模具有限公司
技术研发日:2021.02.02
技术公布日:2021/10/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1