角缝摇摆焊接摆幅控制装置的制作方法
1.本实用新型涉及焊接技术领域,尤其是角缝摇摆焊接摆幅控制装置。
背景技术:
2.目前市面上的角缝焊机均是固定摆幅的摇摆焊接,即焊缝宽度无法根据工件的窄细,自行调整,以这种焊接方式要保证焊接质量,只能前期点焊的时候保证,即焊缝单边间隙不能超过1.5mm,这对焊接工件的来料误差要求和焊工师傅的点焊要求就较高,才可焊接出较好的质量,否则固定摆幅的摇摆焊将无法焊接,但工件经焊工点焊后,是无法保证绝对的中心,肯定会有一边间隙大点,一边间隙小点,若间隙大的地方超过1.5mm,自动摇摆焊质量就会大打折扣,
3.以往传统技术下,普通的自动摇摆焊为固定摆动行程,焊缝大时的摆幅与焊缝小时,无法根据焊宽实时调整,如何解决,是一个研究方向。
技术实现要素:
4.本实用新型提出角缝摇摆焊接摆幅控制装置,能在角缝摇摆焊接时自动控制焊枪的摆幅。
5.本实用新型采用以下技术方案。
6.角缝摇摆焊接摆幅控制装置,用于角缝焊接机在摇摆焊接作业时的摆幅控制,所述摆幅控制装置包括设于焊接机焊枪摆动方向两侧的碰撞触发件;所述碰撞触发件与焊枪摇摆驱动装置相连;若碰撞触发件在随焊枪摆动时因碰撞而被触发,则焊枪摇摆驱动装置驱动焊枪回摆。
7.所述碰撞触发件为固定于焊枪两侧的探针;所述探针的指向可调;所述焊枪摇摆驱动装置包括与探针相连的plc;当探针因碰撞而被触发时形成可被plc识别的回摆电信号。
8.所述探针为金属探针。
9.所述摇摆焊接作业为对工件的角缝部位进行焊接;所述探针在随焊枪摆动时,探针与角缝旁侧的工件部位碰撞而被触发,生成可被plc识别的回摆电信号。
10.所述摆幅控制装置通过调整探针指向来选择探针与工件相碰的撞击点,从而使焊枪在摇摆焊接时的摆幅能自动与角缝部位的角缝宽度相匹配。
11.所述焊枪摇摆驱动装置还包括焊接主电路回路;所述焊接主电路回路与两个探针电信号回路相连;所述探针电信号回路与中间继电器相连;所述中间继电器的动触点为探针;当所述动触点被触发时,中间继电器经焊接主电路回路向plc发送回摆电信号,使plc控制焊枪回摆。
12.所述探针电信号回路设有用于防止焊接主电路回路电流窜入的二极管。
13.所述探针数量为两枚,以探针夹具分别固定于焊枪瓷嘴部位的上部和下部;所述探针夹具可调节探针的固定角度以调整探针的指向。
14.所述探针夹具为铝合金件;所述角缝宽度不大于6毫米;所述工件为管形工件或法兰形工件。
15.所述探针电信号回路为24v电信号回路。
16.本实用新型实现了管、法兰角缝摇摆焊接摆幅可根据工件进行的调整的解决方案。实测焊缝单边间隙在6mm以内均可以焊接,大大提高焊接适用场景及焊接的稳定性。
附图说明
17.下面结合附图和具体实施方式对本实用新型进一步详细的说明:
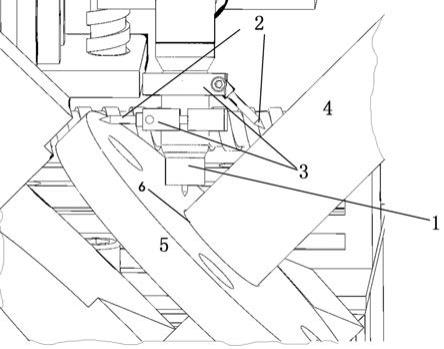
18.附图1是本实用新型在焊接时的示意图;
19.附图2是本实用新型部分的电路示意图;
20.附图3是本实用新型的示意图;
21.图中:1-焊枪;2-探针;3-探针夹具;4-管形工件;5-法兰形工件;6-角缝部位;7-焊枪摇摆驱动装置。
具体实施方式
22.如图所示,角缝摇摆焊接摆幅控制装置,用于角缝焊接机在摇摆焊接作业时的摆幅控制,所述摆幅控制装置包括设于焊接机焊枪1摆动方向两侧的碰撞触发件;所述碰撞触发件与焊枪摇摆驱动装置7相连;若碰撞触发件在随焊枪摆动时因碰撞而被触发,则焊枪摇摆驱动装置驱动焊枪回摆。
23.所述碰撞触发件为固定于焊枪两侧的探针2;所述探针的指向可调;所述焊枪摇摆驱动装置包括与探针相连的plc;当探针因碰撞而被触发时形成可被plc识别的回摆电信号。
24.所述探针为金属探针。
25.所述摇摆焊接作业为对工件的角缝部位6进行焊接;所述探针在随焊枪摆动时,探针与角缝旁侧的工件部位碰撞而被触发,生成可被plc识别的回摆电信号。
26.所述摆幅控制装置通过调整探针指向来选择探针与工件相碰的撞击点,从而使焊枪在摇摆焊接时的摆幅能自动与角缝部位的角缝宽度相匹配。
27.所述焊枪摇摆驱动装置还包括焊接主电路回路;所述焊接主电路回路与两个探针电信号回路相连;所述探针电信号回路与中间继电器相连;所述中间继电器的动触点为探针;当所述动触点被触发时,中间继电器经焊接主电路回路向plc发送回摆电信号,使plc控制焊枪回摆。
28.所述探针电信号回路设有用于防止焊接主电路回路电流窜入的二极管。
29.所述探针数量为两枚,以探针夹具3分别固定于焊枪瓷嘴部位的上部和下部;所述探针夹具可调节探针的固定角度以调整探针的指向。
30.所述探针夹具为铝合金件;所述角缝宽度不大于6毫米;所述工件为管形工件4或法兰形工件5。
31.所述探针电信号回路为24v电信号回路。
32.实施例:
33.本例中的摇摆焊接为自动焊接,自动焊接工序为先对法兰与管件的连接角缝处手
工点焊固定四点或者三点后再进行整圈自动焊接。
34.本产品用于本例时,在自动焊的焊枪处左右两侧各增加一金属探针,具体结构为瓷嘴上下各加一个探针,中间有一定间隙,探针夹具为铝合金件,使探针角度可调。
35.当左侧金属探针碰到左边工件(法兰)面上后反馈一个电信号给plc,plc识别到信号后开始控制枪头往右摆,当右摆至右边工件(管)后同样plc识别到信号后开始控制枪头往左摆,如此往复实现摆动,若工件的焊缝大则其对应的管面和法兰边的角度就大,间隙若小则其对应的角度就小,因此角度大的该探针式的左右摆动行程就长,小的则小,即实现了摆动幅度根据工件的焊缝宽度自动实时调整的摇摆焊。
36.本例中的电气方案为焊接主回路上再加两个探针电信号回路(探针相当于中间继电器的动触点,接触后中间继电器线圈导通,触发中间继电器的辅助触点动作,反馈给plc),电信号回路需加二极管防止主焊接回路电流串流到该回路。
技术特征:
1.角缝摇摆焊接摆幅控制装置,用于角缝焊接机在摇摆焊接作业时的摆幅控制,其特征在于:所述摆幅控制装置包括设于焊接机焊枪摆动方向两侧的碰撞触发件;所述碰撞触发件与焊枪摇摆驱动装置相连;若碰撞触发件在随焊枪摆动时因碰撞而被触发,则焊枪摇摆驱动装置驱动焊枪回摆。2.根据权利要求1所述的角缝摇摆焊接摆幅控制装置,其特征在于:所述碰撞触发件为固定于焊枪两侧的探针;所述探针的指向可调;所述焊枪摇摆驱动装置包括与探针相连的plc;当探针因碰撞而被触发时形成可被plc识别的回摆电信号。3.根据权利要求2所述的角缝摇摆焊接摆幅控制装置,其特征在于:所述探针为金属探针。4.根据权利要求2所述的角缝摇摆焊接摆幅控制装置,其特征在于:所述摇摆焊接作业为对工件的角缝部位进行焊接;所述探针在随焊枪摆动时,探针与角缝旁侧的工件部位碰撞而被触发,生成可被plc识别的回摆电信号。5.根据权利要求4所述的角缝摇摆焊接摆幅控制装置,其特征在于:所述摆幅控制装置通过调整探针指向来选择探针与工件相碰的撞击点,从而使焊枪在摇摆焊接时的摆幅能自动与角缝部位的角缝宽度相匹配。6.根据权利要求4所述的角缝摇摆焊接摆幅控制装置,其特征在于:所述焊枪摇摆驱动装置还包括焊接主电路回路;所述焊接主电路回路与两个探针电信号回路相连;所述探针电信号回路与中间继电器相连;所述中间继电器的动触点为探针;当所述动触点被触发时,中间继电器经焊接主电路回路向plc发送回摆电信号,使plc控制焊枪回摆。7.根据权利要求6所述的角缝摇摆焊接摆幅控制装置,其特征在于:所述探针电信号回路设有用于防止焊接主电路回路电流窜入的二极管。8.根据权利要求5所述的角缝摇摆焊接摆幅控制装置,其特征在于:所述探针数量为两枚,以探针夹具分别固定于焊枪瓷嘴部位的上部和下部;所述探针夹具可调节探针的固定角度以调整探针的指向。9.根据权利要求8所述的角缝摇摆焊接摆幅控制装置,其特征在于:所述探针夹具为铝合金件;所述角缝宽度不大于6毫米;所述工件为管形工件或法兰形工件。10.根据权利要求6所述的角缝摇摆焊接摆幅控制装置,其特征在于:所述探针电信号回路为24v电信号回路。
技术总结
本实用新型提出角缝摇摆焊接摆幅控制装置,用于角缝焊接机在摇摆焊接作业时的摆幅控制,所述摆幅控制装置包括设于焊接机焊枪摆动方向两侧的碰撞触发件;所述碰撞触发件与焊枪摇摆驱动装置相连;若碰撞触发件在随焊枪摆动时因碰撞而被触发,则焊枪摇摆驱动装置驱动焊枪回摆;本实用新型能在角缝摇摆焊接时自动控制焊枪的摆幅。制焊枪的摆幅。制焊枪的摆幅。
技术研发人员:涂永隆
受保护的技术使用者:福建新大陆环保科技有限公司
技术研发日:2021.03.03
技术公布日:2021/12/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1