汽车传感器散热组件倒角加工用定位装置的制作方法
1.本实用新型涉及零件倒角加工工装技术领域,尤其是一种汽车传感器散热组件倒角加工用定位装置。
背景技术:
2.机械零件的自动化加工大多要依靠工装,工装的好坏及精度的高低直接影响工件质量以及加工效率。对于需要倒角的零件,例如有些车用传感器的散热组件外壳加工成型后,需要对两侧边进行倒角加工,现有技术中,采用的工装只适用于单件零件的倒角加工,不仅效率低,而且不易形成统一的加工标准。
技术实现要素:
3.针对现有技术的缺陷,本实用新型提供一种汽车传感器散热组件倒角加工用定位装置,从而解决单件加工能耗高、效率低的技术问题。
4.本实用新型采用的技术方案如下:
5.一种汽车传感器散热组件倒角加工用定位装置,包括定位件和压紧件,所述定位件和压紧件配合,将由前至后依次堆叠成整体的零件进行定位;所述定位件包括台阶定位块和前定位块,所述台阶定位块的顶面形成有若干高度不同的台阶面,各台阶面分别用于定位各零件的底部,使各零件顶部的高度不同;所述前定位块设置在所述台阶定位块的后部,用于对最前侧的所述零件的前侧面进行定位;所述压紧件包括移动压头,所述移动压头用于对最后侧的所述零件的后侧面进行压紧定位。
6.其进一步技术方案为:
7.所述台阶面由前至后依次降低,使得各零件的顶部高度依次降低。
8.所述台阶定位块底面固定于水平底板上,所述水平底板前、后侧分别连接前安装板、后安装板,所述前定位块固定在所述前安装板上。
9.所述压紧件采用推杆气缸,其缸体部分与所述后安装板固连,推杆部分向着所述前安装板的方向穿过所述后安装板,与所述移动压头连接。
10.所述前安装板、所述后安装板之间通过左连接板、右连接板连接形成框架结构。
11.本实用新型的有益效果如下:
12.本实用新型适用于工件批量倒角加工,极大地提高单次加工数量及产品质量,从而降低单件能耗及成本。
13.本实用新型利用台阶定位块、前定位块和移动压头一次装夹多件工件,装夹数量可通过调整台阶面的数量来调整。台阶面使得各工件顶端高度形成间距,方便铣头依次对工件顶端倒角加工,避免受相邻工件的影响。
附图说明
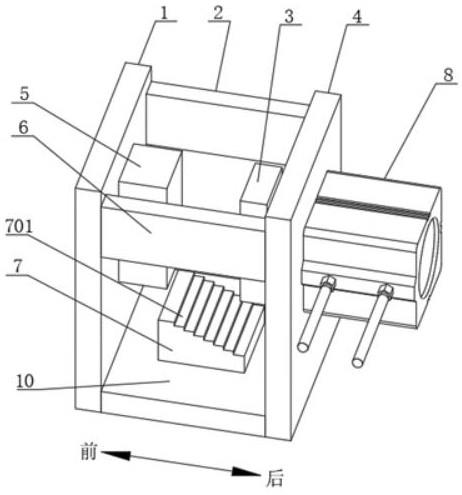
14.图1为本实用新型的立体结构示意图。
15.图2为本实用新型的工作状态的主视图。
16.图3为利用本实用新型进行倒角加工的零件的结构示意图。
17.图4为本实用新型的工作状态的俯视图。
18.图5为图4中沿a
‑
a截面的剖视图。
19.图6为图5中a部的放大图。
20.图中:1、前安装板;2、右连接板;3、移动压头;4、后安装板;5、前定位块;6、左连接板;7、台阶定位块;8、推杆气缸;9、槽铝;901、外侧面;902、底端面;903、顶端面;904、倒角面;10、水平底板;701、台阶面。
具体实施方式
21.以下结合附图说明本实用新型的具体实施方式。
22.如图1所示,本实施例的一种汽车传感器散热组件倒角加工用定位装置,包括定位件和压紧件,定位件和压紧件配合,将由前至后依次堆叠成整体的零件进行定位;定位件包括台阶定位块7和前定位块5,台阶定位块7的顶面形成有若干高度不同的台阶面701,各台阶面701分别用于定位各零件的底部,使各零件顶部的高度不同;前定位块5设置在台阶定位块7的后部,用于对最前侧的零件的前侧面进行定位;压紧件包括移动压头3,移动压头3用于对最后侧的零件的后侧面进行压紧定位。
23.如图2所示,为上述实施例工作状态下的结构示意图。待加工的零件为槽铝9,槽铝9可用作有些车载传感器散热装置的壳体或者大型柴油机上换热系统的外壳。如图3所示,槽铝9成折弯壳体,槽铝9可一次堆叠成如图2所示的整体结构。
24.作为优选形式,台阶面701由前至后依次降低,使得各零件的顶部高度依次降低。
25.具体地,各槽铝9的底端面902由前至后依次放在台阶面701上,使得各槽铝9的顶端面903的高度依次递减。方便对顶端面903进行倒角加工,加工出如图5和图6所示的倒角面904。如图4所示,加工过程中,位于最前侧的槽铝9的内侧面由前定位块5抵住后定位,位于最后侧的槽铝9的外侧面901由移动压头3抵住定位。防止零件移动 。
26.台阶定位块7底面固定于水平底板10上,水平底板10前、后侧分别连接前安装板1、后安装板4,前定位块5固定在前安装板1上。
27.作为优选形式,压紧件采用推杆气缸8,其缸体部分与后安装板4固连,推杆部分向着前安装板1的方向穿过后安装板4,与移动压头3连接。
28.具体地,前安装板1、后安装板4之间通过左连接板6、右连接板2连接形成框架结构。
29.作为优选的形式,整个工装安装可拆卸式安装在铣加工机台上。
30.本实用新型的工作过程:
31.将槽铝9从前至后依次放在台阶定位块7的台阶面701上,利用前定位块5抵住前部槽铝9,推杆气缸8动作使得移动压头3抵住后部槽铝9,至此将待加工的零件装夹完毕。按照从前往后或从后往前的顺序,依次各槽铝9顶端面903进行倒角加工,由于各槽铝9顶端高度不同,因此加工每个槽铝9时,作业工具(铣头)不受其他零件的影响也不影响其他零件。依次装夹多个零件,装夹一次后即可实现多个零件的倒角加工,效率高,精度控制一致,从而提高了加工质量。顶端面903上的倒角加工完成后,松开移动压头3,填到槽铝9的方向,再次
对另一端面(原来的底端面902)进行倒角加工。操作方便,效率高。
技术特征:
1.一种汽车传感器散热组件倒角加工用定位装置,其特征在于,包括定位件和压紧件,所述定位件和压紧件配合,将由前至后依次堆叠成整体的零件进行定位;所述定位件包括台阶定位块(7)和前定位块(5),所述台阶定位块(7)的顶面形成有若干高度不同的台阶面(701),各台阶面(701)分别用于定位各零件的底部,使各零件顶部的高度不同;所述前定位块(5)设置在所述台阶定位块(7)的后部,用于对最前侧的所述零件的前侧面进行定位;所述压紧件包括移动压头(3),所述移动压头(3)用于对最后侧的所述零件的后侧面进行压紧定位。2.根据权利要求1所述的汽车传感器散热组件倒角加工用定位装置,其特征在于,所述台阶面(701)由前至后依次降低,使得各零件的顶部高度依次降低。3.根据权利要求1或2所述的汽车传感器散热组件倒角加工用定位装置,其特征在于,所述台阶定位块(7)底面固定于水平底板(10)上,所述水平底板(10)前、后侧分别连接前安装板(1)、后安装板(4),所述前定位块(5)固定在所述前安装板(1)上。4.根据权利要求3所述的汽车传感器散热组件倒角加工用定位装置,其特征在于,所述压紧件采用推杆气缸(8),其缸体部分与所述后安装板(4)固连,推杆部分向着所述前安装板(1)的方向穿过所述后安装板(4),与所述移动压头(3)连接。5.根据权利要求3所述的汽车传感器散热组件倒角加工用定位装置,其特征在于,所述前安装板(1)、所述后安装板(4)之间通过左连接板(6)、右连接板(2)连接形成框架结构。
技术总结
本实用新型涉及一种汽车传感器散热组件倒角加工用定位装置,包括定位件和压紧件,所述定位件和压紧件配合,将由前至后依次堆叠成整体的零件进行定位;所述定位件包括台阶定位块和前定位块,所述台阶定位块的顶面形成有若干高度不同的台阶面,各台阶面分别用于定位各零件的底部,使各零件顶部的高度不同;所述前定位块设置在所述台阶定位块的后部,用于对最前侧的所述零件的前侧面进行定位;所述压紧件包括移动压头,所述移动压头用于对最后侧的所述零件的后侧面进行压紧定位。本实用新型适用于工件批量倒角加工,极大地提高单次加工数量及产品质量,从而降低单件能耗及成本。从而降低单件能耗及成本。从而降低单件能耗及成本。
技术研发人员:周金铭 章毅
受保护的技术使用者:无锡云集机械有限公司
技术研发日:2021.03.03
技术公布日:2021/11/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1