一种把手专用激光自动焊接机的制作方法
1.本实用新型涉及把手焊接技术领域,具体涉及一种把手专用激光自动焊接机。
背景技术:
2.把手是常见的五金件,主要用于门体、窗体等家具和办公用具上。焊接是把手加工的重要工序,进行焊接时,对组成把手的管件端部切45
°
角,将贯穿拼对成门字形结构,对管件的拼对处进行电焊,之后再对管件的拼对处进行圆周焊接,实现把手的加工。但是,目前的把手焊接主要采用传统氩弧焊,焊接后进行人工打磨处理,由于氩弧焊焊斑较大,焊接完成后所需的打磨工序用时较长,把手的生产效率低。
技术实现要素:
3.本实用新型的目的就在于为了解决上述问题而提供一种把手专用激光自动焊接机,以解决现有技术中目前的把手焊接主要采用传统氩弧焊,焊接后进行人工打磨处理,由于氩弧焊焊斑较大,焊接完成后所需的打磨工序用时较长,把手的生产效率低等技术问题。本实用新型提供的诸多技术方案中优选的技术方案能够实现把手的自动焊接,焊接质量好,效率高,同时采用激光焊接,大大减少了焊接后的打磨时间,有助于提高把手的加工质量和效率;便于对把手进行定位和夹紧,能够满足不同尺寸的把手的加工需求,适用范围广等技术效果,详见下文阐述。
4.为实现上述目的,本实用新型提供了以下技术方案:
5.本实用新型提供的一种把手专用激光自动焊接机,包括机架,所述机架表面设置有纵向直线模组,所述纵向直线模组的移动端连接有竖直直线模组,所述竖直直线模组的升降端连接有横向气缸,所述横向气缸的伸缩端沿着所述机架的长度方向移动且连接有激光焊接头;
6.所述机架表面设置有旋转组件,所述旋转组件的旋转端向所述激光焊接头延伸且连接有承载架,所述承载架为等腰直角三角形结构,所述承载架的斜边安装有位置可调的装夹治具,用于对把手管件进行夹紧固定;所述机架表面设置有平推组件,所述平推组件的伸缩端沿着所述机架的宽度方向向所述承载架延伸且连接有定位块,所述定位块外侧设置有定位槽,所述定位槽的侧面与所述承载架的斜边相垂直,用于对把手进行定位使把手的原料管件的拼接线沿着所述机架的宽度方向延伸;所述机架的外侧设置有控制器,用于进行整机的编程控制。
7.采用上述一种把手专用激光自动焊接机,使用时,将管件拼接处初步点焊的半成品把手的长管放置在所述装夹治具内部,半成品把手的短管裸露在外,通过所述平推组件推动所述定位块向所述承载架移动,直至所述定位槽与把手的短管接触,通过所述定位槽和所述装夹治具对把手进行定位,由于所述承载架为等腰直角三角形结构且所述定位槽的侧面与所述承载架的斜边相垂直,此时半成品把手的短管和长管的拼接线沿着所述机架的宽度方向延伸,完成把手的定位后,通过所述装夹治具对把手进行夹紧固定,所述平推组件
带动所述定位块远离所述承载架,通过所述纵向直线模组、所述竖直直线模组和所述横向气缸进行联动运动,使所述激光焊接头对准半成品把手的短管和长管的拼接线,通过所述旋转组件带动所述承载架旋转,所述半成品把手随着所述承载架旋转,从而通过所述激光焊接头对半成品把手的短管和长管的拼接线进行圆周焊接,实现把手的自动激光焊接,焊接质量好,效率高;采用激光焊接,焊斑小,大大降低了焊接后的打磨时间,有助于调高把手的生产效率,使用效果好;由于所述装夹治具在所述承载架的斜边上的位置可调,配合所述纵向直线模组、所述竖直直线模组和所述横向气缸的联动运动,能够满足不同尺寸和形状的把手的焊接需求,适用范围广,减少工装夹具的更换频率。
8.作为优选,所述旋转组件包括旋转支柱,所述旋转支柱上端面连接有旋转固定架,所述旋转固定架内部转动安装有旋转轴,所述旋转轴沿着所述机架的长度方向延伸,且所述旋转轴靠近所述激光焊接头的端部连接有旋转板,所述旋转板与所述承载架相连接,所述旋转固定架外侧设置有用于驱动所述旋转轴旋转的旋转电机。
9.作为优选,所述平推组件包括平推支柱,所述平推支柱安装在所述机架上表面,所述平推支柱上端面连接有平推气缸,所述平推气缸的伸缩端沿着所述机架的宽度方向向所述承载架延伸且与所述定位块相连接。
10.作为优选,所述定位槽的底部成型有凸起,用于对把手的短边管件进行支撑。
11.作为优选,所述承载架的斜边侧面均匀设置有螺纹孔,所述装夹治具包括承载块,所述承载块外侧设置有沉孔,所述沉孔内部设置有与所述螺纹孔相配合的螺栓,所述承载块靠近所述激光焊接头的外侧设置有用于放置把手的放置槽,所述承载块上表面设置有压紧件,用于将把手压紧固定在所述放置槽内部。
12.作为优选,所述装夹治具至少设置有两个。
13.作为优选,所述承载块远离所述放置槽的侧面设置有与所述承载架斜边相配合的卡槽。
14.作为优选,所述承载块上表面设置有通腔,所述通腔与所述放置槽相连接,所述压紧件包括承载板,所述承载板成型在所述承载块上表面,所述承载板靠近所述放置槽的外侧设置有承载立板,所述承载立板外侧铰接有旋转杆,所述旋转杆靠近所述承载立板的外侧设置有安装腔,所述安装腔内部铰接有弧形传动杆,所述弧形传动杆向远离所述承载立板的方向弯曲,所述弧形传动杆远离所述旋转杆的端部铰接有升降杆,所述升降杆伸入所述通腔内部且连接有压紧块。
15.作为优选,所述承载板靠近所述放置槽的外侧连接有固定板,所述固定板位于所述承载立板下方,所述固定板表面贯穿设置有导向套,所述升降杆贯穿所述导向套。
16.作为优选,所述压紧块的底面呈凹弧面结构。
17.有益效果在于:1、能够实现把手的自动焊接,焊接质量好,效率高,同时采用激光焊接,大大减少了焊接后的打磨时间,有助于提高把手的加工质量和效率;
18.2、便于对把手进行定位和夹紧,能够满足不同尺寸的把手的加工需求,适用范围广。
附图说明
19.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例
或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
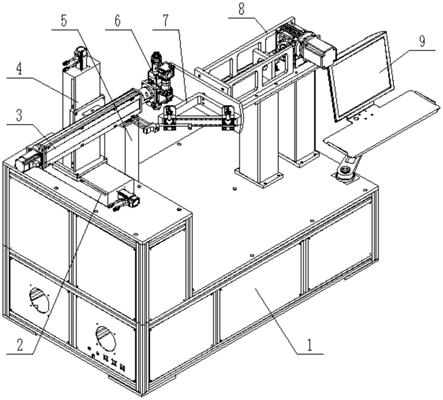
20.图1是本实用新型的立体结构示意图;
21.图2是旋转组件的立体结构示意图;
22.图3是平推组件的立体结构示意图;
23.图4是定位块的立体结构示意图;
24.图5是定位块和承载架的分布结构示意图;
25.图6是装夹治具的立体结构示意图;
26.图7是装夹治具的内部结构示意图。
27.附图标记说明如下:
28.1、机架;2、纵向直线模组;3、横向气缸;4、竖直直线模组;5、平推组件;51、平推支柱;52、平推气缸;6、激光焊接头;7、承载架;701、螺纹孔;8、旋转组件;801、旋转支柱;82、旋转电机;83、旋转固定架;84、旋转轴;85、旋转板;9、控制器;10、装夹治具;101、承载块;102、卡槽;103、沉孔;104、放置槽;105、压紧件;1051、承载板;1052、承载立板;1053、旋转杆;1054、固定板;1055、导向套;1056、升降杆;1057、压紧块;1058、安装腔;1059、弧形传动杆;106、通腔;11、把手;12、定位块;121、定位槽。
具体实施方式
29.为使本实用新型的目的、技术方案和优点更加清楚,下面将对本实用新型的技术方案进行详细的描述。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本实用新型所保护的范围。
30.参见图1
‑
图7所示,本实用新型提供了一种把手专用激光自动焊接机,包括机架1,机架1表面设置有纵向直线模组2,纵向直线模组2的移动端连接有竖直直线模组4,竖直直线模组4的升降端连接有横向气缸3,横向气缸3的伸缩端沿着机架1的长度方向移动且连接有激光焊接头6;
31.机架1表面设置有旋转组件8,旋转组件8的旋转端向激光焊接头6延伸且连接有承载架7,承载架7为等腰直角三角形结构,承载架7的斜边安装有位置可调的装夹治具10,用于对把手11管件进行夹紧固定;机架1表面设置有平推组件5,平推组件5的伸缩端沿着机架1的宽度方向向承载架7延伸且连接有定位块12,定位块12外侧设置有定位槽121,定位槽121的侧面与承载架7的斜边相垂直,用于对把手11进行定位使把手11的原料管件的拼接线沿着机架1的宽度方向延伸;机架1的外侧设置有控制器9,用于进行整机的编程控制。
32.作为可选的实施方式,旋转组件8包括旋转支柱801,旋转支柱801上端面连接有旋转固定架83,旋转固定架83内部转动安装有旋转轴84,旋转轴84沿着机架1的长度方向延伸,且旋转轴84靠近激光焊接头6的端部连接有旋转板85,旋转板85与承载架7相连接,旋转固定架83外侧设置有用于驱动旋转轴84旋转的旋转电机82,这样设置,旋转电机82通过旋转轴84带动旋转板85旋转,从而实现承载架7的旋转。
33.平推组件5包括平推支柱51,平推支柱51安装在机架1上表面,平推支柱51上端面
连接有平推气缸52,平推气缸52的伸缩端沿着机架1的宽度方向向承载架7延伸且与定位块12相连接,这样设置,通过平推气缸52带动定位块12移动,实现定位块12对产品的定位。
34.定位槽121的底部成型有凸起,用于对把手11的短边管件进行支撑,这样设置,能够保证产品的稳定性,确保定位槽121对产品的定位效果。
35.承载架7的斜边侧面均匀设置有螺纹孔701,装夹治具10包括承载块101,承载块101外侧设置有沉孔103,沉孔103内部设置有与螺纹孔701相配合的螺栓,承载块101靠近激光焊接头6的外侧设置有用于放置把手11的放置槽104,承载块101上表面设置有压紧件105,用于将把手11压紧固定在放置槽104内部,这样设置,通过沉孔103内部的螺栓与螺纹孔701配合,能够实现承载块101在承载架7斜边上的位置调节和固定,满足不同尺寸的把手11的使用需求,使用时,将把手11的长管放置在放置槽104内部,通过压紧件105将把手11的长管压紧固定在放置槽104内部,实现对把手11的夹紧固定。
36.装夹治具10至少设置有两个,这样设置,能够保证把手11的稳固性,确保焊接质量。
37.承载块101远离放置槽104的侧面设置有与承载架7斜边相配合的卡槽102,这样设置,能够保证承载块101与承载架7斜边的连接稳固性。
38.承载块101上表面设置有通腔106,通腔106与放置槽104相连接,压紧件105包括承载板1051,承载板1051成型在承载块101上表面,承载板1051靠近放置槽104的外侧设置有承载立板1052,承载立板1052外侧铰接有旋转杆1053,旋转杆1053靠近承载立板1052的外侧设置有安装腔1058,安装腔1058内部铰接有弧形传动杆1059,弧形传动杆1059向远离承载立板1052的方向弯曲,弧形传动杆1059远离旋转杆1053的端部铰接有升降杆1056,升降杆1056伸入通腔106内部且连接有压紧块1057,这样设置,下压旋转杆1053,使旋转杆1053通过弧形传动杆1059带动升降杆1056下降,直至弧形传动杆1059的两个铰接端与旋转杆1053的铰接端位于同一竖直线上时,压紧块1057将把手11的长管进行压紧固定,并实现弧形传动杆1059的自锁,确保压紧块1057始终将把手11的长管压紧固定在放置槽104内部,保证把手11的稳固性,焊接完成后,水平拉动弧形传动杆1059,由于弧形传动杆1059上端与旋转杆1053铰接,在拉动作用下,弧形传动杆1059与旋转杆1053的交接处向远离承载板1051的方向旋转,解除弧形传动杆1059的自锁,此时,向上提拉旋转杆1053,通过弧形旋转杆1053向上拉动升降杆1056,压紧块1057随着升降杆1056上升,解除对把手11的长管的压紧固定,从而便于取出把手11。
39.承载板1051靠近放置槽104的外侧连接有固定板1054,固定板1054位于承载立板1052下方,固定板1054表面贯穿设置有导向套1055,升降杆1056贯穿导向套1055。
40.压紧块1057的底面呈凹弧面结构,这样设置,能够使压紧块1057与把手11的长管充分接触,保证把手11在放置槽104内部的稳固性。
41.采用上述结构,使用时,将管件拼接处初步点焊的半成品把手11的长管放置在装夹治具10内部,半成品把手11的短管裸露在外,通过平推组件5推动定位块12向承载架7移动,直至定位槽121与把手11的短管接触,通过定位槽121和装夹治具10对把手11进行定位,由于承载架7为等腰直角三角形结构且定位槽121的侧面与承载架7的斜边相垂直,此时半成品把手11的短管和长管的拼接线沿着机架1的宽度方向延伸,完成把手11的定位后,通过装夹治具10对把手11进行夹紧固定,平推组件5带动定位块12远离承载架7,通过纵向直线
模组2、竖直直线模组4和横向气缸3进行联动运动,使激光焊接头6对准半成品把手11的短管和长管的拼接线,通过旋转组件8带动承载架7旋转,半成品把手11随着承载架7旋转,从而通过激光焊接头6对半成品把手11的短管和长管的拼接线进行圆周焊接,实现把手11的自动激光焊接,焊接质量好,效率高;采用激光焊接,焊斑小,大大降低了焊接后的打磨时间,有助于调高把手11的生产效率,使用效果好;由于装夹治具10在承载架7的斜边上的位置可调,配合纵向直线模组2、竖直直线模组4和横向气缸3的联动运动,能够满足不同尺寸和形状的把手11的焊接需求,适用范围广,减少工装夹具的更换频率。
42.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1