高精度转子加工工艺结构的制作方法
1.本实用新型涉及自动化生产线及其部件,特别涉及浆线类产品,具体是一种高精度转子加工工艺结构。
背景技术:
2.如图1所示的转子,其用于浆线产品,包括转子主体100,转子主体100呈长窄下宽的圆锥状,且从上而下依次设置若干转子外圆环200,转子外圆环200的外径依次减小,且转子外圆环200通过若干连接板连接于转子主体100;
3.通过将连接板一端焊接与转子外圆环200后,若干连接板对应转子主体100端对应形成转子主体连接圆,转子主体连接圆与转子主体100当前转子外圆环200连接位的外圆相匹配;
4.然后对应的将连接板焊接于转子主体100。
5.由于转子主体100和外圆环的相对位置精度要求高,现阶段在连接板与转子主体100焊接时采用人工扶持转子外圆环200,无法保存转子外圆环200的平稳性,导致焊接后存在较大偏差,无法保证产品质量。
6.因此,有必要提供一种高精度转子加工工艺结构来实现上述目的。
技术实现要素:
7.本实用新型的目的是提供一种高精度转子加工工艺结构,其通过可自动调节宽度的支撑架进行转子外圆环的支撑,加工时,通过下降可自动调节至对应转子外圆环的支撑宽度,保证转子制备时转子外圆环的平稳性,进而保证产品制备质量。
8.一种高精度转子加工工艺结构,包括升降驱动装置、可移动设置于升降驱动装置上的一组支撑板、以及与升降驱动装置对应的且与一组支撑板配合使用的升降轨迹控制板;
9.升降轨迹控制板包括控制板,控制板上开设有与转子主体外形相匹配的升降轨迹控制槽;
10.升降驱动装置带动一组支撑板到达最高处连接板焊接处,由于升降轨迹控制槽的控制一组支撑板呈最高宽度支撑转子外圆环,最高处焊接后,提起下一处转子外圆环,升降驱动装置带动一组支撑板到下一处焊接处,放下下一处转子外圆环,调节对应连接板位置后进行焊接,依次配合形成仿形支撑控制焊接结构。
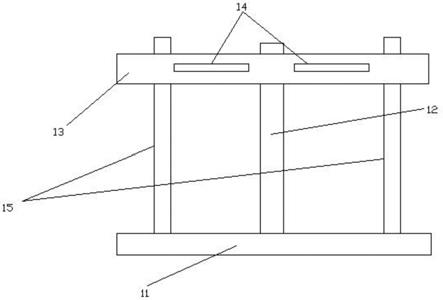
11.进一步的,升降驱动装置包括底板、设置于底板上的升降柱、以及设置于升降柱上的升降板,升降板上开设有用于设置一组支撑板的宽度调节槽。
12.进一步的,升降柱两侧对应设置有升降导柱。
13.进一步的,升降导柱和升降板连接处设置有导向轴承。
14.进一步的,升降柱由丝杠构成,升降板和升降柱连接处设置有丝杠对应内螺孔。
15.与现有技术相比,通过可自动调节宽度的支撑架进行转子外圆环的支撑,加工时,
通过下降可自动调节至对应转子外圆环的支撑宽度,保证转子制备时转子外圆环的平稳性,进而保证产品制备质量。
附图说明
16.图1是转子的结构示意图。
17.图2是本实用新型的实施例的结构示意图之一。
18.图3是本实用新型的实施例的结构示意图之二。
19.图4是本实用新型的实施例的结构示意图之三。
具体实施方式
20.请参阅图2至图3,本实施例展示一种高精度转子加工工艺结构,包括升降驱动装置1、可移动设置于升降驱动装置1上的一组支撑板2、以及与升降驱动装置1对应的且与一组支撑板2配合使用的升降轨迹控制板3;
21.升降轨迹控制板3包括控制板31,控制板31上开设有与转子主体100外形相匹配的升降轨迹控制槽32;
22.升降驱动装置1带动一组支撑板2到达最高处连接板焊接处,由于升降轨迹控制槽32的控制一组支撑板2呈最高宽度支撑转子外圆环200,最高处焊接后,提起下一处转子外圆环200,升降驱动装置1带动一组支撑板2到下一处焊接处,放下下一处转子外圆环200,调节对应连接板位置后进行焊接,依次配合形成仿形支撑控制焊接结构。
23.升降驱动装置1包括底板11、设置于底板11上的升降柱12、以及设置于升降柱12上的升降板13,升降板13上开设有用于设置一组支撑板2的宽度调节槽14。
24.升降柱11两侧对应设置有升降导柱15。
25.升降导柱15和升降板13连接处设置有导向轴承。
26.升降柱11由丝杠构成,升降板13和升降柱11连接处设置有丝杠对应内螺孔。
27.与现有技术相比,通过可自动调节宽度的支撑架进行转子外圆环的支撑,加工时,通过下降可自动调节至对应转子外圆环的支撑宽度,保证转子制备时转子外圆环的平稳性,进而保证产品制备质量。
28.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
技术特征:
1.一种高精度转子加工工艺结构,其特征在于:包括升降驱动装置、可移动设置于升降驱动装置上的一组支撑板、以及与升降驱动装置对应的且与一组支撑板配合使用的升降轨迹控制板;升降轨迹控制板包括控制板,控制板上开设有与转子主体外形相匹配的升降轨迹控制槽;升降驱动装置带动一组支撑板到达最高处连接板焊接处,由于升降轨迹控制槽的控制一组支撑板呈最高宽度支撑转子外圆环,最高处焊接后,提起下一处转子外圆环,升降驱动装置带动一组支撑板到下一处焊接处,放下下一处转子外圆环,调节对应连接板位置后进行焊接,依次配合形成仿形支撑控制焊接结构。2.根据权利要求1所述的一种高精度转子加工工艺结构,其特征在于:升降驱动装置包括底板、设置于底板上的升降柱、以及设置于升降柱上的升降板,升降板上开设有用于设置一组支撑板的宽度调节槽。3.根据权利要求2所述的一种高精度转子加工工艺结构,其特征在于:升降柱两侧对应设置有升降导柱。4.根据权利要求3所述的一种高精度转子加工工艺结构,其特征在于:升降导柱和升降板连接处设置有导向轴承。5.根据权利要求4所述的一种高精度转子加工工艺结构,其特征在于:升降柱由丝杠构成,升降板和升降柱连接处设置有丝杠对应内螺孔。
技术总结
本实用新型高精度转子加工工艺结构,包括升降驱动装置、可移动设置于升降驱动装置上的一组支撑板、以及与升降驱动装置对应的且与一组支撑板配合使用的升降轨迹控制板;升降轨迹控制板包括控制板,控制板上开设有与转子主体外形相匹配的升降轨迹控制槽;升降驱动装置带动一组支撑板到达最高处连接板焊接处,由于升降轨迹控制槽的控制一组支撑板呈最高宽度支撑转子外圆环,最高处焊接后,提起下一处转子外圆环,升降驱动装置带动一组支撑板到下一处焊接处,放下下一处转子外圆环,调节对应连接板位置后进行焊接,依次配合形成仿形支撑控制焊接结构。焊接结构。焊接结构。
技术研发人员:王洪超 王雁贺
受保护的技术使用者:苏州常达智能装备有限公司
技术研发日:2021.03.17
技术公布日:2021/11/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1