焊接件变形矫正装置的制作方法
1.本实用新型涉及焊接件变形矫正技术领域,尤其是一种焊接件变形矫正装置。
背景技术:
2.焊接件在焊接过程中会因为应力导致变形,焊接件的焊接变形一般需要后续的去应力矫正进行处理。现有技术中,一般采用人工推压的方式对焊接件进行变形矫正,传统的方式难以实现对大型结构件的变形矫正。
技术实现要素:
3.本申请人针对上述现有生产技术中的缺点,提供一种结构合理的焊接件变形矫正装置,能够完成大型焊接件的变形矫正工作,提高了工作效率,成本较低。
4.本实用新型所采用的技术方案如下:
5.焊接件变形矫正装置,包括矫正工作台,所述矫正工作台包括一个水平设置的矫正工作板,所述矫正工作板沿长度方向两侧底部竖直设置导向板;所述矫正工作台上方设置行走框架,所述行走框架中部固定液压缸支架,所述液压缸支架内固定竖直设置的矫正液压缸,所述矫正液压缸的驱动端连接矫正压板;所述行走框架左右两侧设置导向行走机构。
6.进一步的,液压缸支架和行走框架之间焊接液压缸支架加强板。
7.进一步的,矫正工作台四角分别焊接竖直设置的支撑立柱,矫正工作台四角的支撑立柱之间焊接水平设置的加强横梁,导向板中部焊接竖直设置的加强立柱上端,加强立柱下端焊接加强横梁中部,矫正工作板两侧的加强立柱下端之间焊接水平设置的中间加强梁。
8.进一步的,导向行走机构包括焊接在行走框架内侧的上导向轮支架,上导向轮支架内转动连接若干个上导向轮,若干个上导向轮滚动接触矫正工作板上端面,上导向轮支架正下方设置下导向轮支架,下导向轮支架内转动连接若干个下导向轮,若干个下导向轮滚动接触导向板侧面。
9.进一步的,下导向轮支架上端面通过连接件可拆卸的连接多个配重块。
10.进一步的,上导向轮支架上端面和行走框架之间焊接若干个上加强板。
11.进一步的,下导向轮支架内侧焊接若干个下加强板,若干个下加强板沿着长度方向均匀分布。
12.进一步的,行走框架包括水平设置的两个互相平行的框架横梁,两个框架横梁两端分别竖直设置框架立柱,两个框架横梁之间、两个框架横梁两端的框架立柱之间焊接框架加强柱。
13.本实用新型的有益效果如下:
14.本实用新型结构紧凑、合理,操作方便,能够完成大型焊接件的变形矫正工作,提高了工作效率,成本较低,矫正效果较好。
附图说明
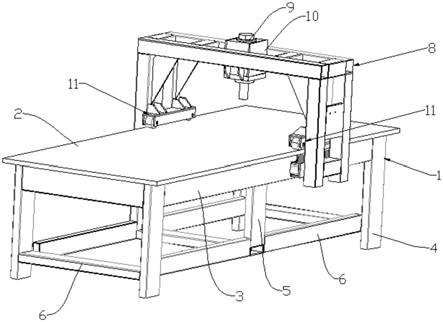
15.图1为本实用新型立体图。
16.图2为本实用新型矫正组件和导向行走机构结构图。
17.其中:1、矫正工作台;2、矫正工作板;3、导向板;4、支撑立柱;5、加强立柱;6、加强横梁;7、中间加强梁;8、行走框架;9、矫正液压缸;10、液压缸支架;11、导向行走机构;12、上导向轮支架;13、上导向轮;14、上加强板;15、下导向轮支架;16、下导向轮;17、配重块;18、下加强板;19、液压缸支架加强板;20、框架横梁;21、框架加强柱;22、框架立柱。
具体实施方式
18.下面结合附图,说明本实用新型的具体实施方式。
19.如图1所示的实施例中,主要包括矫正工作台1,矫正工作台1包括一个水平设置的矫正工作板2,矫正工作板2沿长度方向两侧底部竖直设置导向板3。
20.如图1所示的实施例中,矫正工作台1上方设置行走框架8,行走框架8中部固定液压缸支架10,液压缸支架10内固定竖直设置的矫正液压缸9,矫正液压缸9的驱动端连接矫正压板,矫正压板的具体形状和尺寸根据被矫正的焊接件来确定。
21.为了提高液压缸支架10的支撑强度,如图2所示的实施例中,液压缸支架10和行走框架8之间焊接液压缸支架加强板19。
22.如图1所示的实施例中,行走框架8左右两侧设置导向行走机构11,导向行走机构11能够带动整个行走框架8按照设定的方向前进,完成整个焊接件的矫正工作。
23.为了提高矫正工作台1的支撑强度,如图1所示的实施例中,矫正工作台1四角分别焊接竖直设置的支撑立柱4,矫正工作台1四角的支撑立柱4之间焊接水平设置的加强横梁6。导向板3中部焊接竖直设置的加强立柱5上端,加强立柱5下端焊接加强横梁6中部,矫正工作板2两侧的加强立柱5下端之间焊接水平设置的中间加强梁7。
24.如图2所示的实施例中,导向行走机构11包括焊接在行走框架8内侧的上导向轮支架12,上导向轮支架12内转动连接若干个上导向轮13,若干个上导向轮13滚动接触矫正工作板2上端面。上导向轮支架12正下方设置下导向轮支架15,下导向轮支架15内转动连接若干个下导向轮16,若干个下导向轮16滚动接触导向板3侧面。
25.为了保证导向行走机构11能够稳定的在矫正工作板2上行走,如图2所示的实施例中,下导向轮支架15上端面通过连接件可拆卸的连接多个配重块17,根据需要选择合适数量的配重块17。
26.为了提高上导向轮支架12的结构强度,如图2所示的实施例中,上导向轮支架12上端面和行走框架8之间焊接若干个上加强板14。
27.为了提高下导向轮支架15的结构强度,如图2所示的实施例中,下导向轮支架15内侧焊接若干个下加强板18,若干个下加强板18沿着长度方向均匀分布。
28.如图2所示的实施例中,行走框架8包括水平设置的两个互相平行的框架横梁20,两个框架横梁20两端分别竖直设置框架立柱22,两个框架横梁20之间、两个框架横梁20两端的框架立柱22之间焊接框架加强柱21。
29.本实用新型的工作原理是:在工作时,将变形的焊接件放置在矫正工作板2表面,然后控制行走框架8上的矫正液压缸9带动矫正压板下压变形的焊接件,实现对变形的焊接
件的下压矫正。行走框架8两侧的导向行走机构11能够实现矫正液压缸9在矫正工作板2表面位置的变化,从而实现变形的焊接件不同位置的下压矫正。
30.本实用新型结构紧凑、合理,操作方便,能够完成大型焊接件的变形矫正工作,提高了工作效率,成本较低,矫正效果较好。
31.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
技术特征:
1.一种焊接件变形矫正装置,包括矫正工作台(1),其特征在于:所述矫正工作台(1)包括一个水平设置的矫正工作板(2),所述矫正工作板(2)沿长度方向两侧底部竖直设置导向板(3);所述矫正工作台(1)上方设置行走框架(8),所述行走框架(8)中部固定液压缸支架(10),所述液压缸支架(10)内固定竖直设置的矫正液压缸(9),所述矫正液压缸(9)的驱动端连接矫正压板;所述行走框架(8)左右两侧设置导向行走机构(11)。2.如权利要求1所述的焊接件变形矫正装置,其特征在于:所述液压缸支架(10)和行走框架(8)之间焊接液压缸支架加强板(19)。3.如权利要求1所述的焊接件变形矫正装置,其特征在于:所述矫正工作台(1)四角分别焊接竖直设置的支撑立柱(4),矫正工作台(1)四角的支撑立柱(4)之间焊接水平设置的加强横梁(6),导向板(3)中部焊接竖直设置的加强立柱(5)上端,加强立柱(5)下端焊接加强横梁(6)中部,矫正工作板(2)两侧的加强立柱(5)下端之间焊接水平设置的中间加强梁(7)。4.如权利要求1所述的焊接件变形矫正装置,其特征在于:所述导向行走机构(11)包括焊接在行走框架(8)内侧的上导向轮支架(12),上导向轮支架(12)内转动连接若干个上导向轮(13),若干个上导向轮(13)滚动接触矫正工作板(2)上端面,上导向轮支架(12)正下方设置下导向轮支架(15),下导向轮支架(15)内转动连接若干个下导向轮(16),若干个下导向轮(16)滚动接触导向板(3)侧面。5.如权利要求4所述的焊接件变形矫正装置,其特征在于:所述下导向轮支架(15)上端面通过连接件可拆卸的连接多个配重块(17)。6.如权利要求4或5所述的焊接件变形矫正装置,其特征在于:所述上导向轮支架(12)上端面和行走框架(8)之间焊接若干个上加强板(14)。7.如权利要求4或5所述的焊接件变形矫正装置,其特征在于:所述下导向轮支架(15)内侧焊接若干个下加强板(18),若干个下加强板(18)沿着长度方向均匀分布。8.如权利要求1所述的焊接件变形矫正装置,其特征在于:所述行走框架(8)包括水平设置的两个互相平行的框架横梁(20),两个框架横梁(20)两端分别竖直设置框架立柱(22),两个框架横梁(20)之间、两个框架横梁(20)两端的框架立柱(22)之间焊接框架加强柱(21)。
技术总结
本实用新型涉及焊接件变形矫正技术领域,尤其是一种焊接件变形矫正装置。其包括矫正工作台,所述矫正工作台包括一个水平设置的矫正工作板,所述矫正工作板沿长度方向两侧底部竖直设置导向板;所述矫正工作台上方设置行走框架,所述行走框架中部固定液压缸支架,所述液压缸支架内固定竖直设置的矫正液压缸,所述矫正液压缸的驱动端连接矫正压板;所述行走框架左右两侧设置导向行走机构。本实用新型结构紧凑、合理,操作方便,能够完成大型焊接件的变形矫正工作,提高了工作效率,成本较低,矫正效果较好。较好。较好。
技术研发人员:沈金惠
受保护的技术使用者:永得利科技(无锡)有限公司
技术研发日:2021.03.23
技术公布日:2021/12/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1