电动车控制器盒定位工装夹具的制作方法
1.本实用新型涉及电动车配件工装夹具领域,尤其涉及一种电动车控制器盒定位工装夹具。
背景技术:
2.现有电动车控制器盒如附图1所示,包括盒体、盒体两端槽口、盒体上表面四角的螺纹孔、盒体前侧三个安装螺纹孔和盒体后侧对应的两个定位口(图中未显示)。电动车控制器盒生产加工过程中需要夹紧盒体对盒体上表面四角的螺纹孔和盒体前侧三个安装螺纹孔进行螺纹加工,现有的手段是通过人工固定,通过攻螺纹机器单个的实现加工,这样夹紧定位和加工效率低,且不适应自动化程度高同时加工螺纹孔的自动化机器。
技术实现要素:
3.为解决上述技术问题,本实用新型设计了一种电动车控制器盒定位工装夹具。
4.本实用新型采用如下技术方案:
5.一种电动车控制器盒定位工装夹具,包括工作台,工作台上固定连接有电动车控制器盒定位装置,电动车控制器盒定位装置包括两底部定位块、中间定位块、前侧定位块和两端的杠杆压紧装置,底部定位块对应待加工电动车控制器盒底部两边设置,底部定位块上分别固定连接有端部定位块,两端部定位块对应待加工电动车控制器盒两端设置,中间定位块和前侧定位块分别对应待加工电动车控制器盒前后两侧设置,中间定位块上两边设置有定位柱,定位柱分别对应待加工电动车控制器盒后侧两定位孔,前侧定位块上固定连接有弹簧柱塞,两端的杠杆压紧装置分别包括压爪、固定架和气缸,固定架通过连杆与压爪中段铰接,固定架固定连接于工作台上,压爪初始端与气缸输出轴铰接,压爪末端卡紧待加工电动车控制器盒两端的槽口。
6.作为优选,所述工作台上固定连接有呈田字形分布的四组电动车控制器盒定位装置。
7.作为优选,所述四组电动车控制器盒定位装置中位于中间的杠杆压紧装置包括两压爪、两固定架和气缸,气缸通过铰接接头控制两压爪夹紧定位。
8.作为优选,所述端部定位块上固定连接有弹簧柱塞。通过弹簧柱塞,方便待加工电动车控制器盒放入后自动精确左右定位。
9.作为优选,所述工作台底部通过支架固定连接有四周转台。
10.作为优选,所述工作台上设置有气缸阀门控制开关。
11.本实用新型的有益效果是:该电动车控制器盒定位工装夹具通过两底部定位块、中间定位块、前侧定位块和两端的杠杆压紧装置精确定位待加工电动车控制器盒,多点定位精确、方便,操作简单,提升装夹效率。适应于自动化程度高同时加工螺纹孔的自动化机器,加工效率高。
附图说明
12.图1是电动车控制器盒的一种结构示意图;
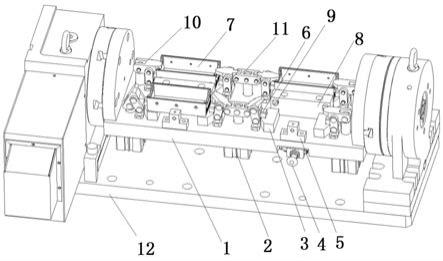
13.图2是本实用新型的一种结构示意图;
14.图中:1、工作台,2、气缸,3、底部定位块,4、气缸阀门控制开关,5、前侧定位块,6、端部定位块,7、待加工电动车控制器盒,8、中间定位块,9、定位柱,10、压爪,11、铰接接头,12、四周转台。
具体实施方式
15.下面通过具体实施例,并结合附图,对本实用新型的技术方案作进一步的具体描述:
16.实施例:如附图2所示,一种电动车控制器盒定位工装夹具,包括工作台1,工作台上固定连接有电动车控制器盒定位装置,电动车控制器盒定位装置包括两底部定位块3、中间定位块8、前侧定位块5和两端的杠杆压紧装置,底部定位块对应待加工电动车控制器盒底部两边设置,底部定位块上分别固定连接有端部定位块6,两端部定位块对应待加工电动车控制器盒7两端设置,中间定位块和前侧定位块分别对应待加工电动车控制器盒前后两侧设置,中间定位块上两边设置有定位柱9,定位柱分别对应待加工电动车控制器盒后侧两定位孔,前侧定位块上固定连接有弹簧柱塞,两端的杠杆压紧装置分别包括压爪10、固定架和气缸2,固定架通过连杆与压爪中段铰接,固定架固定连接于工作台上,压爪初始端与气缸输出轴铰接,压爪末端卡紧待加工电动车控制器盒两端的槽口。
17.工作台上固定连接有呈田字形分布的四组电动车控制器盒定位装置。
18.四组电动车控制器盒定位装置中位于中间的杠杆压紧装置包括两压爪、两固定架和气缸,气缸通过铰接接头11控制两压爪夹紧定位。
19.端部定位块上固定连接有弹簧柱塞。工作台底部通过支架固定连接有四周转台12。工作台上设置有气缸阀门控制开关4。
20.该电动车控制器盒定位工装夹具通过两底部定位块、中间定位块、前侧定位块和两端的杠杆压紧装置精确定位待加工电动车控制器盒,多点定位精确、方便,操作简单,提升装夹效率。适应于自动化程度高同时加工螺纹孔的自动化机器,加工效率高。
21.以上所述的实施例只是本实用新型的一种较佳的方案,并非对本实用新型作任何形式上的限制,在不超出权利要求所记载的技术方案的前提下还有其它的变体及改型。
技术特征:
1.一种电动车控制器盒定位工装夹具,包括工作台,其特征是,所述工作台上固定连接有电动车控制器盒定位装置,电动车控制器盒定位装置包括两底部定位块、中间定位块、前侧定位块和两端的杠杆压紧装置,底部定位块对应待加工电动车控制器盒底部两边设置,底部定位块上分别固定连接有端部定位块,两端部定位块对应待加工电动车控制器盒两端设置,中间定位块和前侧定位块分别对应待加工电动车控制器盒前后两侧设置,中间定位块上两边设置有定位柱,定位柱分别对应待加工电动车控制器盒后侧两定位孔,前侧定位块上固定连接有弹簧柱塞,两端的杠杆压紧装置分别包括压爪、固定架和气缸,固定架通过连杆与压爪中段铰接,固定架固定连接于工作台上,压爪初始端与气缸输出轴铰接,压爪末端卡紧待加工电动车控制器盒两端的槽口。2.根据权利要求1所述的电动车控制器盒定位工装夹具,其特征是,所述工作台上固定连接有呈田字形分布的四组电动车控制器盒定位装置。3.根据权利要求2所述的电动车控制器盒定位工装夹具,其特征是,所述四组电动车控制器盒定位装置中位于中间的杠杆压紧装置包括两压爪、两固定架和气缸,气缸通过铰接接头控制两压爪夹紧定位。4.根据权利要求1所述的电动车控制器盒定位工装夹具,其特征是,所述端部定位块上固定连接有弹簧柱塞。5.根据权利要求1所述的电动车控制器盒定位工装夹具,其特征是,所述工作台底部通过支架固定连接有四周转台。6.根据权利要求1所述的电动车控制器盒定位工装夹具,其特征是,所述工作台上设置有气缸阀门控制开关。
技术总结
本实用新型公开了一种电动车控制器盒定位工装夹具,包括工作台,工作台上固定连接有电动车控制器盒定位装置,电动车控制器盒定位装置包括两底部定位块、中间定位块、前侧定位块和两端的杠杆压紧装置。该电动车控制器盒定位工装夹具通过两底部定位块、中间定位块、前侧定位块和两端的杠杆压紧装置精确定位待加工电动车控制器盒,多点定位精确、方便,操作简单,提升装夹效率。适应于自动化程度高同时加工螺纹孔的自动化机器,加工效率高。加工效率高。加工效率高。
技术研发人员:应胜 诸葛俊强
受保护的技术使用者:浙江诺达信汽车配件有限公司
技术研发日:2021.03.25
技术公布日:2021/10/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1