一种加长刀座的制作方法
1.本实用新型涉及刀塔刀座技术领域,尤其是一种加长刀座。
背景技术:
2.由于一些涡壳的结构特殊性,需要加工的部位很深,在车加工时需要将加工的刀具装很长后才能进行加工,但是由于刀具装长后引起加工有振刀或者崩刀(导致刀杆损坏)的现象,刀具的刚性和寿命也不好,刀杆也容易坏(会频繁的更换刀杆),加工出来的产品尺寸也不稳定;另外对装刀也有要求,需要规定好刀具的装夹长度,增大了装刀难度,从而影响了加工效率和加工质量。
技术实现要素:
3.针对现有技术中存在的不足,本实用新型提供一种加长刀座,通过设计一体结构的刀座主体和加长段,保证深部加工的加工效率和加工质量。本实用新型采用的技术方案是:
4.一种加长刀座,包括刀座主体和加长段,所述加长段位于所述刀座主体一侧,并沿长度方向延伸;
5.所述加长段沿长度方向内部开有刀具装夹内孔,侧壁垂直贯穿有若干个刀具锁紧孔;所述刀具装夹内孔用于放置刀具的刀杆,若干个所述刀具锁紧孔中旋拧螺栓后将刀具与所述加长段固定;
6.所述刀座主体中开设有若干条相互连通的冷却水流道;
7.所述刀座主体一侧加工有相互垂直的第一定位面和第二定位面。
8.进一步地,所述刀座主体中贯穿开有刀座减重孔,末端通过封盖密封连接。
9.进一步地,所述刀具装夹内孔内侧开有与所述冷却水流道连通的出水槽。
10.进一步地,所述出水槽设有两条,沿所述刀具装夹内孔长度方向延伸,并对称分布于所述刀具装夹内孔两侧。
11.进一步地,所述刀座主体上开有若干个与所述冷却水流道连通的出水口。
12.进一步地,所述第一定位面和所述第二定位面上均垂直开有若干个刀塔连接孔。
13.进一步地,所述第一定位面上设有定位凸台,用于所述刀座主体与刀塔之间的定位。
14.进一步地,所述第二定位面上开有定位槽,用于所述刀座主体与刀塔之间的定位。
15.进一步地,所述刀座主体上开有与所述冷却水流道连通的进水口。
16.本实用新型的优点在于:
17.1) 该加长刀座通过设计一体结构的刀座主体和加长段,在装夹刀具后大大提高刀具在加工过程中的刚性,从而保证深部加工的加工效率和加工质量。
18.2) 该加长刀座的刀座主体和加长段中分别开设冷却水流道和出水槽,提高加工过程中的冷却效果,从而保证深部加工的加工效率和加工质量。
附图说明
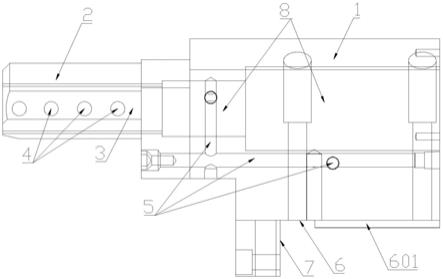
19.图1为本实用新型实施例中的圆形加长刀座的主视图。
20.图2为本实用新型实施例中的圆形加长刀座的剖视图。
21.图3为本实用新型实施例中的圆形加长刀座的侧视图。
22.图4为本实用新型实施例中的圆形加长刀座的仰视图。
23.图5为本实用新型实施例中的方形加长刀座的主视图。
具体实施方式
24.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
25.如图1和图2所示,本实用新型实施例提出的一种加长刀座,包括一体成型的刀座主体1和加长段2,所述加长段2位于所述刀座主体1一侧,并沿长度方向延伸;所述加长段2沿长度方向内部开有刀具装夹内孔3,侧壁垂直贯穿有若干个刀具锁紧孔4;所述刀具装夹内孔3用于放置刀具的刀杆,若干个所述刀具锁紧孔4中旋拧螺栓后将刀具与所述加长段2固定,此时装夹的刀具为圆形刀具;所述刀座主体1中开设有若干条相互连通的冷却水流道5;所述刀座主体1一侧加工有相互垂直的第一定位面6和第二定位面7;由于相邻的刀具可能与工装产生干涉,可以调整所述加长段2的位置来加大回转中心,使刀具不干涉,所以可以将所述加长段2的中心轴线与所述第一定位面6之间的距离设置为80mm、100mm或120mm,从而满足实际使用需求;所述刀座主体1中贯穿开有刀座减重孔8,末端通过封盖密封连接,在不影响刀座刚性的前提下,尽量加大所述刀座减重孔8,减轻所述加长刀座的重量,避免因重力影响加工的精度与质量。
26.具体的,如图3所示,所述刀具装夹内孔3内侧开有与所述冷却水流道5连通的出水槽301,所述出水槽301设有两条,沿所述刀具装夹内孔3长度方向延伸,并对称分布于所述刀具装夹内孔3两侧,在所述刀具装夹内孔3装夹刀具后,所述出水槽301与刀具平行接触,冷却水能够直接沿刀具流淌,冷却效果较好;所述刀座主体1上还开有若干个与所述冷却水流道5连通的出水口9,所述出水口9中流出的冷却水直接流向加工位置,提高冷却效果。
27.具体的,如图3和图4所示,所述第一定位面6和所述第二定位面7上均垂直开有若干个刀塔连接孔10,通过螺栓将所述加长刀座与刀塔相连;所述第一定位面6上设有定位凸台601,通过与刀塔上的凹槽匹配,实现所述刀座主体1与刀塔之间水平方向的定位;所述第二定位面7上开有定位槽701,通过与刀塔上的凸起匹配,实现所述刀座主体1与刀塔之间竖直方向的定位,水平与竖直方向同时定位,提高定位的精准度;所述刀座主体1上开有与所述冷却水流道5连通的进水口11,所述进水口11与外部冷却水管连接,保证冷却水的持续供应。
28.具体的,如图5所示,当加工的刀具为方形刀具时,只需将加长段2中的刀具装夹内孔3改设为刀具装夹方槽3a,在所述刀具装夹方槽3a中开设有若干个刀具锁紧孔4a,方形刀具放置在所述刀具装夹方槽3a中后,通过在所述刀具锁紧孔4a中旋拧螺栓,将方形刀具与所述加长刀座固定连接,方形加长刀座的其余部分均与圆形加长刀座的结构相似。
29.最后所应说明的是,以上具体实施方式仅用以说明本实用新型的技术方案而非限
制,尽管参照实例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的精神和范围,其均应涵盖在本实用新型的权利要求范围当中。
技术特征:
1.一种加长刀座,其特征在于,包括刀座主体(1)和加长段(2),所述加长段(2)位于所述刀座主体(1)一侧,并沿长度方向延伸;所述加长段(2)沿长度方向内部开有刀具装夹内孔(3),侧壁垂直贯穿有若干个刀具锁紧孔(4);所述刀具装夹内孔(3)用于放置刀具的刀杆,若干个所述刀具锁紧孔(4)中旋拧螺栓后将刀具与所述加长段(2)固定;所述刀座主体(1)中开设有若干条相互连通的冷却水流道(5);所述刀座主体(1)一侧加工有相互垂直的第一定位面(6)和第二定位面(7)。2.如权利要求1所述的一种加长刀座,其特征在于,所述刀座主体(1)中贯穿开有刀座减重孔(8),末端通过封盖密封连接。3.如权利要求1所述的一种加长刀座,其特征在于,所述刀具装夹内孔(3)内侧开有与所述冷却水流道(5)连通的出水槽(301)。4.如权利要求3所述的一种加长刀座,其特征在于,所述出水槽(301)设有两条,沿所述刀具装夹内孔(3)长度方向延伸,并对称分布于所述刀具装夹内孔(3)两侧。5.如权利要求1所述的一种加长刀座,其特征在于,所述刀座主体(1)上开有若干个与所述冷却水流道(5)连通的出水口(9)。6.如权利要求1所述的一种加长刀座,其特征在于,所述第一定位面(6)和所述第二定位面(7)上均垂直开有若干个刀塔连接孔(10)。7.如权利要求1所述的一种加长刀座,其特征在于,所述第一定位面(6)上设有定位凸台(601),用于所述刀座主体(1)与刀塔之间的定位。8.如权利要求1所述的一种加长刀座,其特征在于,所述第二定位面(7)上开有定位槽(701),用于所述刀座主体(1)与刀塔之间的定位。9.如权利要求1所述的一种加长刀座,其特征在于,所述刀座主体(1)上开有与所述冷却水流道(5)连通的进水口(11)。
技术总结
本实用新型提供一种加长刀座,包括刀座主体和加长段,所述加长段位于所述刀座主体一侧,并沿长度方向延伸;所述加长段沿长度方向内部开有刀具装夹内孔,侧壁垂直贯穿有若干个刀具锁紧孔;所述刀具装夹内孔用于放置刀具的刀杆,若干个所述刀具锁紧孔中旋拧螺栓后将刀具与所述加长段固定;所述刀座主体中开设有若干条相互连通的冷却水流道;所述刀座主体一侧加工有相互垂直的第一定位面和第二定位面。该加长刀座通过设计一体结构的刀座主体和加长段,在装夹刀具后大大提高刀具在加工过程中的刚性,从而保证深部加工的加工效率和加工质量。量。量。
技术研发人员:查孝晨
受保护的技术使用者:无锡烨隆精密机械股份有限公司
技术研发日:2021.03.30
技术公布日:2021/12/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1