一种无顶尖孔轴齿轮装夹机构的制作方法
1.本实用新型技术涉及轴类齿轮测量技术领域。
背景技术:
2.传统的针对无顶尖孔的轴齿轮检测的时候,通常是采用三爪夹盘装夹或者膨胀心轴装夹,但是三爪夹盘装夹的时候,装夹的重复精度很低,通常只有0.02mm以内,不能满足较高精度轴齿轮的检测要求,如果采用膨胀心轴装夹,精度虽然可以达到重复装夹0.005mm以内,但是膨胀心心轴的成本极高,且膨胀心轴的互换性不好,通常一套膨胀心轴只能检测一种直径的齿轮,检测其他直径的齿轮,就需要更换膨胀心轴,造成检测成本的提高。
3.由于人工成本的提高,客户对检测设备的自动化程度要求越来越高,都希望采用机械手来代替人工上下料,传统的装夹机构一般只能通过人工上下料,很难实现机械手的自动上下料。
技术实现要素:
4.本实用新型是为了解决上述问题,进而提供一种重复装夹精度高,成本低,且能够实现自动上下料的轴齿轮装夹机构。
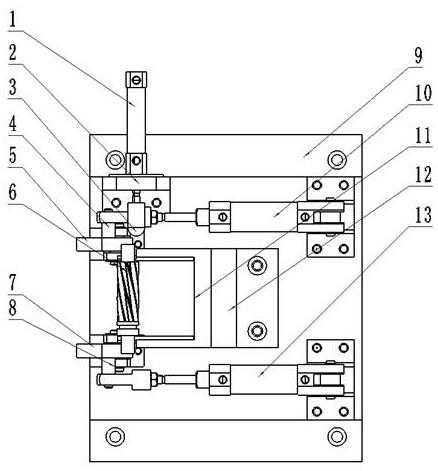
5.一种无顶尖孔轴齿轮装夹机构部,其组成包括:轴向压紧气缸1、气缸固定架2、铜堵头3、第一拉紧轴4、第一拉紧板5、无顶尖孔轴齿轮6、第二拉紧板7、第二拉紧轴8、底座9、第一拉紧气缸10、定位v型支架11、v型架固定座12、第二拉紧气缸13、第二辅助支架14、第二铰链座15、第一辅助支架16、第一铰链座17。
6.其特征在于v型架固定座12固定在底座9上,定位v型支架11固定在v型架固定座12上,第一辅助支架16与第二辅助支架14分别固定在定位v型支架11的两侧。
7.第一拉紧气缸10的一端固定在底座9上,另一端连接第一拉紧轴4,第一拉紧轴4的另一端连接在第一拉紧板5上,第一拉紧板5连接在第一铰链座17,进而实现了第一拉紧气缸10控制第一拉紧板5的往复拉紧动作。
8.第二拉紧气缸13的一端固定在底座9上,另一端连接第二拉紧轴8,第二拉紧轴8的另一端连接在第二拉紧板7上,第二拉紧板7连接在第二铰链座(15),进而实现了第二拉紧气缸13控制第二拉紧板7的往复拉紧动作。
9.气缸固定架2固定在底座9上,轴向压紧气缸1固定在气缸固定架2上,轴向压紧气缸1的活塞杆连接有铜堵头3,轴向压紧气缸1可以实现对无顶尖孔轴齿轮6的轴向压紧动作。
10.定位v型支架11采用两端v型面设计,重复定位精度可达到0.003mm以内,定位精度高,v型面可以实现小范围的不同直径产品的检测,通用性强。
11.无顶尖孔轴齿轮6可直接通过机械手放置在两个辅助支架中,通过3个气缸的控制,就可以直接将无顶尖孔轴齿轮6放置到定位v型支架11中进行精确定位,进而实现自动上下料的功能。
12.上述机构中无顶尖孔轴齿轮的定位通过v型支架定位,精度大幅度提高,成本也相对三爪卡盘或者膨胀心轴降低很多,并且上下料的时候不需要人工参与,为以后的自动上下料提供了必要的技术支持。
附图说明
13.图1是本实用新型施例的主视图。
14.图2是本实用新型施例的俯视图。
15.图3是本实用新型施例的左视图。
具体实施方式
16.v型架固定座12固定在底座9上,定位v型支架11固定在v型架固定座12上,第一辅助支架16与第二辅助支架14分别固定在定位v型支架11的两侧。
17.第一拉紧气缸10的一端固定在底座9上,另一端连接第一拉紧轴4,第一拉紧轴4的另一端连接在第一拉紧板5上,第一拉紧板5连接在第一铰链座17,进而实现了第一拉紧气缸10控制第一拉紧板5的往复拉紧动作。
18.第二拉紧气缸13的一端固定在底座9上,另一端连接第二拉紧轴8,第二拉紧轴8的另一端连接在第二拉紧板7上,第二拉紧板7连接在第二铰链座15,进而实现了第二拉紧气缸13控制第二拉紧板7的往复拉紧动作。
19.气缸固定架2固定在底座9上,轴向压紧气缸1固定在气缸固定架2上,轴向压紧气缸1的活塞杆连接有铜堵头3,轴向压紧气缸1可以实现对无顶尖孔轴齿轮6的轴向压紧动作。
20.第一辅助支架16与第二辅助支架14采用尼龙王材质,第一拉紧板5与第二拉紧板7和铜堵头3均采用铜的材质,均可以降低对无顶尖孔轴齿轮6的划伤风险。
21.定位v型支架11采用硬质合金材质,增加耐磨性,提高了使用寿命。
22.无顶尖孔轴齿轮装夹机构的运动过程是,机械手将无顶尖孔轴齿轮6放入到两个辅助支架上后,第一拉紧气缸10与第二拉紧气缸13分别拉动第一拉紧板5和第二拉紧板7将无顶尖孔轴齿轮6拉入定位v型支架11中进行径向定位,轴向压紧气缸1顶紧无顶尖孔轴齿轮6进行轴向定位,完成定位工作,待检测完成后,轴向压紧气缸1先后退,第一拉紧气缸10与第二拉紧气缸13后退出,无顶尖孔轴齿轮6落入到两个辅助支架上,机械手更换工件即可。
技术特征:
1.一种无顶尖孔轴齿轮装夹机构,其特征在于v型架固定座(12)固定在底座(9)上,定位v型支架(11)固定在v型架固定座(12)上,第一辅助支架(16)与第二辅助支架(14)分别固定在定位v型支架(11)的两侧,第一拉紧气缸(10)的一端固定在底座(9)上,另一端连接第一拉紧轴(4),第一拉紧轴(4)的另一端连接在第一拉紧板(5)上,第一拉紧板(5)连接在第一铰链座(17),进而实现了第一拉紧气缸(10)控制第一拉紧板(5)的往复拉紧动作,第二拉紧气缸(13)的一端固定在底座(9)上,另一端连接第二拉紧轴(8),第二拉紧轴(8)的另一端连接在第二拉紧板(7)上,第二拉紧板(7)连接在第二铰链座(15),进而实现了第二拉紧气缸(13)控制第二拉紧板(7)的往复拉紧动作,气缸固定架(2)固定在底座(9)上,轴向压紧气缸(1)固定在气缸固定架(2)上,轴向压紧气缸(1)的活塞杆连接有铜堵头(3),轴向压紧气缸(1)可以实现对无顶尖孔轴齿轮(6)的轴向压紧动作。
技术总结
本实用新型涉及一种无顶尖孔轴齿轮装夹机构,其主要应用在轴类齿轮检测领域,通过两个拉紧气缸将无顶尖孔轴齿轮拉入到定位V型支架上,并通过一个轴向压紧气缸压紧工件,实现了对无顶尖孔轴齿轮的精确定位工作,本实用新型因采用V型面定位工件,实现了高定位精度,且成本低,并因为全部通过气缸控制运动,不需要人为参与,实现了自动上下料的功能。实现了自动上下料的功能。实现了自动上下料的功能。
技术研发人员:孙野 龙晓航
受保护的技术使用者:哈尔滨智达测控技术有限公司
技术研发日:2021.04.05
技术公布日:2021/12/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1