一种汽车排气歧管焊渣振荡去除装置的制作方法
1.本技术涉及汽车零部件加工设备领域,特别涉及一种汽车排气歧管焊渣振荡去除装置。
背景技术:
2.汽车排气歧管是连接发动机与排气管的中间管段,对应多缸发动机的排气,其设有多条分歧的管路,将各缸的排气通过进气口输入集中,然后通过排气口导入排气总管;通过歧管将各缸的排气尽量分开,每缸一个分支,或两缸一个分支,减少排气时不同管内的气体相互影响。
3.发明人发现,排气歧管在生产过程中采用多节管段焊接拼装成型,焊接过程中会在焊缝位置残留焊渣,而传统人工敲打焊缝位置去除焊渣效率较低,并且在多根管道相连接位置处,焊渣较为牢固,通过敲打不易去除;在焊接及焊渣去除过程中,部分焊渣和杂质会掉落入管道内,成型后的排气歧管内部存在焊渣等杂质,盘曲的管道使得其不便排出,影响排气歧管的质量评估,难以满足出厂标准。
技术实现要素:
4.本技术的目的是针对现有技术存在的缺陷,提供一种汽车排气歧管焊渣振荡去除装置,采用夹具和支具将工件夹持,维持工件倾斜状态下通过锤击机构对工件进行振荡,使焊渣从工件表面脱离,配合吹气机构将工件内部的焊渣吹出清理。
5.为了实现上述目的,采用以下技术方案:
6.一种汽车排气歧管焊渣振荡去除装置,包括安装在机架上的支架和安装在支架上的支具、夹具、锤击机构、吹气机构,夹具通过翻转机构连接支架,翻转机构能够带动夹具转动以配合支具形成夹持部或反向转动解除配合,夹持部用于夹持工件并使工件处于倾斜状态,锤击机构输出端朝向支撑部,用于接触并振荡工件,吹气机构的输出气嘴朝向工件的进气口和/或排气口。
7.进一步地,所述支具设有定位柱和至少两个间隔布置的支撑板,支撑板上分别设有凹槽形成的支撑部,多个支撑部用于接触并贴合工件的不同位置,定位柱能够与工件一端法兰上的通孔配合。
8.进一步地,所述夹具包括压紧杆、压紧块和封堵塞,压紧杆一端连接翻转机构,另一端连接用于配合工件进气口的封堵塞,压紧块朝向支具,并通过调节杆安装在压紧杆上。
9.进一步地,所述压紧杆上安装有至少一个压紧块,压紧块用于接触并抵压工件,以配合支具夹持工件。
10.进一步地,所述翻转机构包括气缸、翻转支座、随动杆和翻转杆,随动杆一端铰接翻转支座,另一端铰接翻转杆中部,翻转杆一端铰接气缸输出杆,另一端连接夹具,气缸能够通过伸缩带动翻转杆相对于翻转支座转动,以改变夹具与支具的相对位置。
11.进一步地,所述翻转支座远离气缸的一侧上连接有限位杆,限位杆顶端朝向翻转
杆。
12.进一步地,所述吹气机构包括分别连接气源的至少两个输出气嘴,其中一个输出气嘴朝向工件的排气口。
13.进一步地,所述机架上安装有顶部开口的收集箱,收集箱开口朝向夹具所夹持工件的进气口,用于承接工件上脱落的焊渣。
14.进一步地,所述机架上围绕支架安装有壳体,壳体配合机架形成工作空间,支架、夹具、锤击机构、吹气机构均位于工作空间内。
15.进一步地,所述壳体包括防护门,防护门与机架滑动连接,用于通过滑动开启或封闭工作空间。
16.与现有技术相比,本技术具有的优点和积极效果是:
17.(1)采用支具和翻转夹具进行结合,将工件放置在支具后,夹具通过翻转抵压工件进行夹紧,维持工件处于倾斜状态,方便振荡后表面脱离的焊渣掉落和内部的焊渣杂质的排出。
18.(2)通过锤击机构向工件施加高频冲击,从而使得工件产生高频振荡,促进焊渣从焊缝上的脱离,相较于敲打去除工件上的焊渣,能够提高效率,且对于一些狭窄位置能够保证焊渣去除效果。
19.(3)吹气机构朝向工件的进气口或排气口,在具有多个进气口时,可以选择其中的部分进气口输入气流,利用剩余的进气口作为焊渣、杂质的排出口,配合倾斜的工件,可以将多支路的进气口布置在低处,排气口布置在高处,使得焊渣、杂质等能够从低处的某个进气口排出到外部,实现对工件内部的清理。
附图说明
20.构成本技术的一部分的说明书附图用来提供对本技术的进一步理解,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。
21.图1是本技术实施例1中汽车排气歧管焊渣振荡去除装置的整体结构示意图;
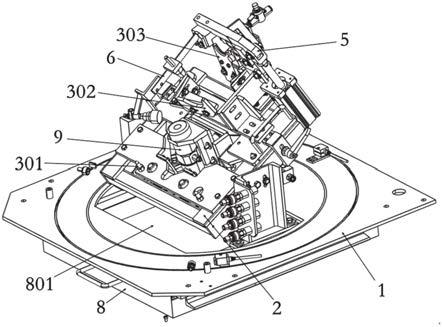
22.图2是本技术实施例1中汽车排气歧管焊渣振荡去除装置未夹持工件时的结构示意图;
23.图3是本技术实施例1中支具配合支架的结构示意图;
24.图4是本技术实施例1中翻转机构配合夹具的结构示意图;
25.图5是本技术实施例1中夹具配合支具的结构示意图;
26.图6是本技术实施例1中支架配合夹具、支具的结构示意图
27.图7是本技术实施例1中机架配合壳体的结构示意图
28.图8是本技术实施例1中工件的结构示意图。
29.图中,1.机架,2.支架,3.支具,4.吹气机构,5.翻转机构,6.夹具,7.工件,8.收集箱,9.锤击机构,10.壳体,301.定位柱,302.第一支撑板,303.第二支撑板,401.第一气嘴,402.第二气嘴,501.翻转杆,502.限位杆,503.随动杆,504.翻转支座,505.气缸,601.压紧杆,602.压紧块,603.封堵塞,701.进气口,702.排气口,801.收集槽,1001.防护门。
具体实施方式
30.实施例1
31.本技术的一种典型的实施方式中,如图1
‑
图4所示,提出了一种汽车排气歧管焊渣振荡去除装置。
32.主要支撑结构为机架1,如图7所示,机架1上部连接安装有壳体10,下部滑动连接有收集箱8,壳体10配合机架1形成工作空间,支架2、支具3、夹具6、吹气机构4、翻转机构5和锤击机构9均安装在工作空间内,能够对工件7进行夹持、振荡、清理。
33.工件7经过锤击机构9的振荡后,表面和内部的焊渣脱离工件7,从工件7表面滑落,配合吹气机构4,将其内部的焊渣、杂质吹出;位于机架1下方的收集箱8承接焊渣、杂质。
34.如图1所示,为了方便焊渣、杂质从工件7进气口701或排气口702排出时输出至收集箱8中,机架1位于工件7、收集箱8之间的位置设有孔洞,使得焊渣、杂质穿过孔洞掉落入收集箱8的收集槽801内。
35.吹气机构4向工件7内输入气流,可以选用适当压力的气流,减少焊渣、杂质的飞溅,气流能够扰动工件7内部的焊渣、杂质将其排出到工件7外部即可,通过壳体10遮挡,能够避免焊渣、杂质的逸散。
36.壳体10包括防护门1001,防护门1001与机架1滑动连接,用于通过滑动开启或封闭工作空间,图7中的壳体10为隐去一个侧板和顶板后的结构图,其整体形成的工作空间为一个相对封闭的结构,通过防护门1001滑动开启或关闭工作空间。
37.如图1、图2所示,为装置去除壳体10后的结构示意图,支架2两侧通过槽钢安装在机架1上,机架1与支架2所在平面呈夹角设置,方便对夹具6、支具3布置后,夹持工件7并使工件7处于倾斜状态。
38.连接支架2的槽钢上设有弧形孔,在支架2安装时,支架2连接槽钢过程中可以使得连接件能够沿弧形孔滑动,根据需求实现角度调整,使夹具6、支具3夹持工件7时,使工件7处于便于排出内部焊渣、杂质的角度。
39.支具3、夹具6、锤击机构9、吹气机构4均安装在支架2上,夹具6通过翻转机构5连接支架2,翻转机构5能够带动夹具6转动以配合支具3形成夹持部或反向转动解除配合,夹持部用于夹持工件7并使工件7处于倾斜状态,锤击机构9输出端朝向支撑部,用于接触并振荡工件7,吹气机构4的输出气嘴朝向工件7的进气口701和/或排气口702。
40.如图3所示,所述支具3安装在支架2上,支具3设有定位柱301和至少两个间隔布置的支撑板,支撑板上分别设有凹槽形成的支撑部,多个支撑部用于接触并贴合工件7的不同位置,定位柱301能够与工件7一端法兰上的通孔配合。
41.在本实施例中,如图3中所示,两个支撑板结合两个定位柱301为例,第一支撑板302、第二支撑板303分别安装在支架2的上部和中部,两个定位柱301安装在支架2的下部,第一支撑板302上设有凹槽结构,形成第一支撑部,用于配合工件7一端的排气口702位置,第二支撑板303上设有凹槽结构,形成第二支撑部,用于配合工件7中部位置,定位柱301一端固定在支架2上,另一端为锥形结构,两个定位柱301间隔设置,分别用于配合工件7进气口701法兰上的连接孔;通过两个支撑板的支撑作用,结合两个定位柱301的定位作用,对放置在支具3上的工件7进行稳定支撑和精准定位。
42.对于锤击结构,其可以安装在第二支撑板303和定位柱301之间的支架2上,输出端
朝向支撑部,能够周期性锤击位于支具3上的工件7;其可以选用气动往复结构来实现锤击动作,比如选用气动马达配合凸轮形成的气动往复结构,也可以通过气缸配合电磁换向阀的方式来实现,能够满足锤击振荡工件7使其焊渣脱落的需求即可。
43.通过锤击机构9向工件7施加高频冲击,从而使得工件7产生高频振荡,促进焊渣从焊缝上的脱离,相较于敲打去除工件7上的焊渣,能够提高效率,且对于一些狭窄位置能够保证焊渣去除效果。
44.如图4所示,对于夹具6、翻转机构5的结构,夹具6包括压紧杆601、压紧块602和封堵塞603,压紧杆601一端连接翻转机构5,另一端连接用于配合工件7进气口701的封堵塞603,压紧块602朝向支具3,并通过调节杆安装在压紧杆601上。
45.夹具6能够配合支具3对工件7进行夹持,夹具6从上向下提供夹紧力,压紧杆601在翻转机构5的作用下转动,改变与工件7的相对位置,压紧杆601能够转动至夹具6一侧,解除对工件7的压紧作用,此时可以将工件7从支具3上拆除,或更换放置下一个待处理的工件7;然后可以通过将压紧杆601反转的方式,使夹具6恢复夹持位置,配合支具3对工件7进行夹持。
46.压紧块602作为直接接触工件7的结构,其通过调整杆安装在压紧杆601上,对于不同的振荡频率具有不同的压紧度需求,在翻转机构5的转动行程固定的情况下,可以通过调整该改变压紧块602的位置,达到对压紧度的调节。
47.可以理解的是,如图5所示,采用单个压紧块602配合工件7进行夹持的方式,压紧杆601上安装有至少一个压紧块602,压紧块602用于接触并抵压工件7,以配合支具3夹持工件7,在其他实施方式中,可以根据夹持需求,适当增加压紧块602的数目,增加对工件7的夹持能力。
48.翻转机构5包括气缸505、翻转支座504、随动杆503和翻转杆501,随动杆503一端铰接翻转支座504,另一端铰接翻转杆501中部,翻转杆501一端铰接气缸505输出杆,另一端连接夹具6,气缸505能够通过伸缩带动翻转杆501相对于翻转支座504转动,以改变夹具6与支具3的相对位置。
49.气缸505的伸缩能够带动翻转杆501动作,翻转杆501绕随动杆503一端的铰接位置转动,为了适应翻转过程中的位移,随动杆503另一端铰接在翻转支座504上,在翻转杆501转动时,中部铰接位置的部分径向位移被随动杆503的转动抵消,保证了随动杆503动作稳定性。
50.翻转支座504远离气缸505的一侧上连接有限位杆502,限位杆502顶端朝向翻转杆501,能够对翻转杆501的动作行程进行限位,避免其超越行程位置损伤工件7。
51.如图6、图8所示,对于吹气机构4的布置位置,吹气机构4包括分别连接气源的至少两个输出气嘴,其中一个输出气嘴朝向工件7的排气口702;
52.收集箱8开口朝向夹具6所夹持工件7的进气口701,用于承接工件7上脱落的焊渣。
53.在安装输出气嘴时,使得输出气嘴正朝向工件7进气口701或排气口702。
54.为了方便在气流扰动下工件7内部杂质、焊渣的排出,至少一个进气口701不设置输入气嘴,从而使得焊渣、杂质能够从该进气口701中排出。在本实施例中,工件排气口702位置设有第一气嘴401,工件的两个进气口701位置设置有两个第二气嘴402,剩余的两个进气口701不再设置气嘴,作为焊渣、杂质排出口。
55.吹气机构4朝向工件7的进气口701或排气口702,在具有多个进气口701时,可以选择其中的部分进气口701输入气流,利用剩余的进气口701作为焊渣、杂质的排出口,配合倾斜的工件7,可以将多支路的进气口701布置在低处,排气口702布置在高处,使得焊渣、杂质等能够从低处的某个进气口701排出到外部,实现对工件7内部的清理。
56.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1