一种铝合金轮毂钻孔工装的制作方法
1.本实用新型涉及轮毂生产加工技术领域,特别是指一种铝合金轮毂钻孔工装。
背景技术:
2.轮毂是汽车的重要组成部分,其主要起支撑轮胎的作用。轮毂在加工时,需要在轮毂上钻孔,以满足轮毂安装、散热的需求。对轮毂钻孔时,一般先将轮毂固定,然后采用钻头对轮毂进行钻孔。由于商用车铝合金轮毂的端面设置有若干的减重槽,连接螺栓孔位于减重槽之间,钻孔时轮毂必须处于指定的角度位置。现有的轮毂钻孔工装,角度定位不精确,且不易调节,进而影响铝合金轮毂钻孔效率。
技术实现要素:
3.针对上述背景技术中的不足,本实用新型提出一种铝合金轮毂钻孔工装,解决了现有技术中轮毂钻孔工装角度定位不精确且不易调节的问题。
4.本实用新型的技术方案是这样实现的:一种铝合金轮毂钻孔工装,包括底座,底座上设有可调式底部支撑和定位芯轴,可调式底部支撑与轮毂面接触,底座上设有用于压固轮毂的旋压机构,相邻两个旋压机构之间设有用于检测轮毂的检测机构。
5.所述可调式底部支撑沿周向均布在底座上,定位芯轴设置在底座的中心处,可调式底部支撑位于以定位芯轴为中心的同一圆上。
6.所述可调式底部支撑包括一体成型的螺杆部和盲筒支撑部,螺杆部与设置在底座上的螺纹孔螺纹配合,盲筒支撑部的外壁上设有卡位槽,盲筒支撑部的开口端设有排泄缺口。
7.所述底座上设有至少三个旋压机构,旋压机构位于以定位芯轴为中心的同一圆上。所述旋压机构包括设置在底座上的旋转气缸,旋转气缸的输出端设有旋压块,旋压块的下端面上螺栓连接有顶块。
8.所述检测机构包括支撑柱,支撑柱可拆卸设置在底座上,支撑柱上设有悬臂,悬臂的外端部设有限位螺柱和传感器,限位螺柱与轮毂的外筋相对应。所述悬臂通过销轴与支撑柱相连接,支撑柱与底座上的螺纹孔螺纹连接。
9.所述定位芯轴通过紧定螺钉与底座相连接,且定位芯轴与轮毂的中心孔相配合。所述定位芯轴的外圆周壁上设有径向螺孔,径向螺孔内设有径向调节螺钉。
10.本实用新型通过可调式底部支撑和定位芯轴,由定位芯轴实现径向定位,可调式底部支撑做轴向限位,确保轮毂的定位精度;旋压机构能进行90度的转动,对轮毂进行自动化压紧与否,便于调节和控制;检测机构对定位后的轮毂进行检测,确保定位角度,使毂钻孔顺利高效进行。本实用新型结构简单、可实现一次性精确定位,提高钻孔效率和钻孔质量,且本实用新型通用性好,降低了生产成本,具有较高的实用性。
附图说明
11.为了更清楚地说明本实用新型实施例,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
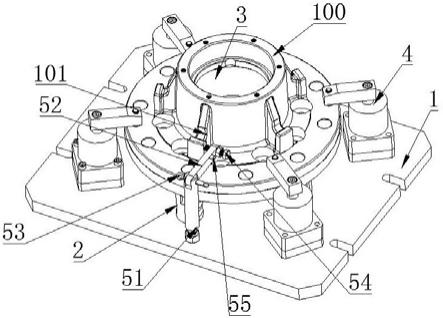
12.图1为本实用新型整体结构示意图。
13.图2为本实用新型可调式底部支撑示意图。
14.图3为本实用新型整体半剖轴侧图。
15.图4为实施例2中本实用新型内部结构示意图。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
17.如图1所示,实施例1,一种铝合金轮毂钻孔工装,包括底座1,底座1上设有可调式底部支撑2和定位芯轴3,由定位芯轴实现径向定位,可调式底部支撑做轴向限位。可调式底部支撑2的数量根据需要设置,优选3~5个,定位芯轴位于多个可调式底部支撑2组成的圆环中心处,与压固轮毂100的中心孔配合。可调式底部支撑2与轮毂100面接触,为轮毂提供稳定支撑,底座1上设有用于压固轮毂100的旋压机构4,旋压机构能进行90度的转动,对轮毂进行自动化压紧与否,便于调节和控制,相邻两个旋压机构之间设有用于检测轮毂100的检测机构5,检测机构5用于检测轮毂是否安装到位。
18.进一步,如图2所示,所述底座1上设有三个可调底部支撑,可调式底部支撑2沿周向等角度均布在底座1上,定位芯轴3设置在底座1的中心处,可调式底部支撑2位于以定位芯轴3为中心的同一圆上,利用三点定圆的原理,为轮毂提供稳定支撑。优选地,所述可调式底部支撑2包括一体成型的螺杆部21和盲筒支撑部22,螺杆部21与设置在底座1上的螺纹孔螺纹配合,盲筒支撑部22的外壁上设有卡位槽23,卡位槽为手柄位,用于卡紧拧动螺杆部,进而调节可调式底部支撑伸出底座的高度。盲筒支撑部22的开口端设有一个或两个排泄缺口24,用于排屑,便于清理。
19.如图3所示,实施例2,一种铝合金轮毂钻孔工装,所述底座1上设有至少三个旋压机构4,旋压机构的数量优选为3个或4个,旋压机构4位于以定位芯轴3为中心的同一圆上,对轮毂进行稳定且均匀的压固。优选地,所述旋压机构4包括设置在底座1上的旋转气缸41,旋转气缸采用90
°
旋转压紧气缸,旋转气缸41的输出端设有旋压块42,旋压块42的下端面上螺栓连接有顶块43,转动顶块,调节顶块的高度,以对轮毂进行稳固压紧。
20.进一步,如图4所示,所述检测机构5包括支撑柱51,支撑柱51可拆卸设置在底座1上,即支撑柱51与底座1上的螺纹孔螺纹连接。支撑柱51上设有悬臂52,所述悬臂52通过销轴53与支撑柱51相连接,保证悬臂与支撑柱的垂直连接,悬臂52的外端部设有限位螺柱54和传感器55,限位螺柱54与轮毂100的外筋101相对应。转动轮毂,使轮毂的外筋紧贴限位螺杆,此时传感器接收到信号,证明轮毂已经安装到位。然后按下夹紧按钮,旋转压紧气缸的
杆旋转后,压紧轮毂。
21.进一步,所述定位芯轴3通过紧定螺钉6与底座1相连接,且定位芯轴3与轮毂100的中心孔相配合,进行初步定位。所述定位芯轴3的外圆周壁上设有三个或四个沿周向分布的径向螺孔,径向螺孔内设有径向调节螺钉7,拧紧状态下,径向调节螺钉内嵌在定位芯轴内;转动径向调节螺钉,调节径向调节螺钉伸出定位芯轴的距离,以适应不同直径的轮毂,提高通用性。
22.其他结构与实施例1相同。
23.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种铝合金轮毂钻孔工装,其特征在于:包括底座(1),底座(1)上设有可调式底部支撑(2)和定位芯轴(3),可调式底部支撑(2)与轮毂(100)面接触,底座(1)上设有用于压固轮毂(100)的旋压机构(4),相邻两个旋压机构之间设有用于检测轮毂(100)的检测机构(5)。2.根据权利要求1所述的铝合金轮毂钻孔工装,其特征在于:所述可调式底部支撑(2)沿周向均布在底座(1)上,定位芯轴(3)设置在底座(1)的中心处,可调式底部支撑(2)位于以定位芯轴(3)为中心的同一圆上。3.根据权利要求2所述的铝合金轮毂钻孔工装,其特征在于:所述可调式底部支撑(2)包括一体成型的螺杆部(21)和盲筒支撑部(22),螺杆部(21)与设置在底座(1)上的螺纹孔螺纹配合,盲筒支撑部(22)的外壁上设有卡位槽(23),盲筒支撑部(22)的开口端设有排泄缺口(24)。4.根据权利要求1~3任一项所述的铝合金轮毂钻孔工装,其特征在于:所述底座(1)上设有至少三个旋压机构(4),旋压机构(4)位于以定位芯轴(3)为中心的同一圆上。5.根据权利要求4所述的铝合金轮毂钻孔工装,其特征在于:所述旋压机构(4)包括设置在底座(1)上的旋转气缸(41),旋转气缸(41)的输出端设有旋压块(42),旋压块(42)的下端面上螺栓连接有顶块(43)。6.根据权利要求1~3、5任一项所述的铝合金轮毂钻孔工装,其特征在于:所述检测机构(5)包括支撑柱(51),支撑柱(51)可拆卸设置在底座(1)上,支撑柱(51)上设有悬臂(52),悬臂(52)的外端部设有限位螺柱(54)和传感器(55),限位螺柱(54)与轮毂(100)的外筋(101)相对应。7.根据权利要求6所述的铝合金轮毂钻孔工装,其特征在于:所述悬臂(52)通过销轴(53)与支撑柱(51)相连接,支撑柱(51)与底座(1)上的螺纹孔螺纹连接。8.根据权利要求1~3、5、7任一项所述的铝合金轮毂钻孔工装,其特征在于:所述定位芯轴(3)通过紧定螺钉(6)与底座(1)相连接,且定位芯轴(3)与轮毂(100)的中心孔相配合。9.根据权利要求8所述的铝合金轮毂钻孔工装,其特征在于:所述定位芯轴(3)的外圆周壁上设有径向螺孔,径向螺孔内设有径向调节螺钉(7)。
技术总结
本实用新型公开了一种铝合金轮毂钻孔工装,解决了现有技术中轮毂钻孔工装角度定位不精确且不易调节的问题。本实用新型包括底座,底座上设有可调式底部支撑和定位芯轴,可调式底部支撑与轮毂面接触,底座上设有用于压固轮毂的旋压机构,相邻两个旋压机构之间设有用于检测轮毂的检测机构。本实用新型通过可调式底部支撑和定位芯轴,由定位芯轴实现径向定位,可调式底部支撑做轴向限位,确保轮毂的定位精度;旋压机构能进行90度的转动,对轮毂进行自动化压紧与否,便于调节和控制;检测机构对定位后的轮毂进行检测,确保定位角度,使毂钻孔顺利高效进行。顺利高效进行。顺利高效进行。
技术研发人员:王志同 王轶慧 张来锋
受保护的技术使用者:驻马店恒久机械制造有限公司
技术研发日:2021.04.09
技术公布日:2021/10/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1