一种用于钣金件折角翻边的模具的制作方法
1.本实用新型属于冲压模具技术领域,尤其涉及一种用于客车或其他行业钣金件折角翻边的模具。
背景技术:
2.客车行业在生产过程中会大量使用钣金件通过折边的技术手段来实现各零件的制作,在这个过程中需要利用到钣金件折弯机。但是目前市面上售卖的钣金件折弯机都是以钣金件厚度为基础而设定翻边尺寸(折角两侧钣金件的尺寸)的,钣金件越厚,下模的开槽就越深,就需要越款的钣金件来进行折弯或翻边。这就使得制备的零件自身重量增加,从而在安装在车上时也使得整车重量增加,同时翻边尺寸过大也会影响零件的装配过程。
技术实现要素:
3.为解决背景技术中存在的问题,本实用新型提供一种用于钣金件折角翻边的模具。
4.本实用新型的技术方案如下:
5.一种用于钣金件折角翻边的模具,包括上模总成、下模总成和定位装置,所述上模总成包括上模板,所述上模板的下端固定安装有上模固定板,所述上模固定板垂直于上模板设置,所述上模固定板的下端开设有上模固定板限位角,所述上模板限位角内设置有压杆,所述压杆的两端分别套设于拉杆的拉环内,所述拉杆的另一端固定安装在拉杆固定块内,所述拉杆固定块固定安装在上模板的侧面上;所述下模总成包括下模板,所述下模板上开设有一条限位凹槽,所述限位凹槽内设置有下模,所述下模周身开设有与压杆配合使用的压槽;所述定位装置包括定位座,所述定位座上固定安装有定位板,所述定位板的一侧设置在下模上,所述定位座的下端分别设置有滑轨和导块,所述滑轨内通过有m10螺母,所述m10螺母内通过有锁紧螺栓,所述锁紧螺栓穿过定位座设置;所述导块固定安装在定位座下端,所述导块滑动安装在导轨上,所述导轨和滑轨均固定安装在下模板上。
6.作为本实用新型的优选,所述上模板的下端的两个对角处还安装有限位螺套,所述下模板的上端的两个对角处还安装有限位螺杆,所述限位螺杆与所述限位螺套配合使用。
7.作为本实用新型的优选,所述压槽的数量为四个。
8.作为本实用新型的优选,所述下模板上还安装有与天车挂钩相连的m12起吊环。
9.作为本实用新型的优选,所述下模和压杆均通过热处理,热处理硬度为58
‑
62hrc。
10.本实用新型的有益效果如下:
11.(1)本实用新型提供一种用于钣金件折角翻边的模具,可用于客车或其他行业钣金件的折角翻边成型作业,利用本申请提供的模具,能够折出较小尺寸的翻边零件,减轻了零件的自身重量,从而达到优化零件装配效果的目的。
12.(2)本实用新型提供一种用于钣金件折角翻边的模具,结构简单,操作方便,操作
者根据产品图纸,利用刻度尺调整定位后将钣金件放置在下模上,下模上的不同压槽可冲压出具有不同角度、不同深度的零件。
附图说明
13.通过参考以下结合附图的说明,并且随着对本实用新型的更全面理解,本实用新型的其它目的及结果将更加明白及易于理解。在附图中:
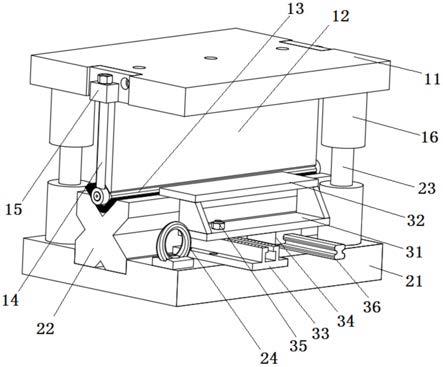
14.图1为本实用新型的整体结构示意图。
15.图2为本实用新型中下模板的结构示意图。
16.图3为本实用新型中下模的截面图。
17.图4为本实用新型中拉杆的结构示意图。
18.图5为本实用新型中拉杆固定块的结构示意图。
19.图6为本实用新型中上模板的结构示意图。
20.图7为本实用新型中定位座和定位板的装配示意图。
21.图8为本实用新型中压杆的结构示意图。
22.图9为图8的截面图。
23.图10为本实用新型中上模固定板的结构示意图。
24.图11为图1的侧视图。
25.其中的附图标记为:上模总成1、下模总成2、定位装置3、上模板11、上模固定板12、上模固定板限位角121、压杆13、拉杆14、拉环141、拉杆固定块15、下模板21、限位凹槽211、下模22、压槽221、定位座31、定位板32、滑轨33、导块34、锁紧螺栓35、导轨36、限位螺套16、限位螺杆23、m12起吊环24。
具体实施方式
26.为使本领域技术人员能够更好的理解本实用新型的技术方案及其优点,下面结合附图对本申请进行详细描述,但并不用于限定本实用新型的保护范围。
27.参阅图1和图11所示:一种用于钣金件折角翻边的模具,包括上模总成1、下模总成2和定位装置3,所述上模总成包括上模板11,所述上模板11的下端固定安装有上模固定板12,所述上模固定板12垂直于上模板11设置,所述上模固定板12的下端开设有上模固定板限位角121(参阅图10),所述上模板限位角121内设置有压杆13(参阅图8和图9),所述压杆13的两端分别套设于拉杆14的拉环141内(参阅图4),所述拉杆14的另一端固定安装在拉杆固定块15内(参阅图5),所述拉杆固定块15固定安装在上模板11的侧面上。
28.继续参阅图1和图11所示:所述下模总成2包括下模板21,所述下模板21上开设有一条限位凹槽211(参阅图2),所述限位凹槽211内设置有下模22(参阅图3),所述下模22周身开设有与压杆13配合使用的压槽221;所述定位装置3包括定位座31,所述定位座31上固定安装有定位板32(参阅图7),所述定位板32的一侧设置在下模22上,所述定位座31的下端分别设置有滑轨33和导块34,所述滑轨33内通过有m10螺母(图中未示出),所述m10螺母内通过有锁紧螺栓35,所述锁紧螺栓35穿过定位座31设置;所述导块34固定安装在定位座31下端,所述导块34滑动安装在导轨36上,所述导轨36和滑轨33均固定安装在下模板21上。
29.参阅图1所示:所述上模板11的下端的两个对角处还安装有限位螺套16,所述下模
板21的上端的两个对角处还安装有限位螺杆23,所述限位螺杆23与所述限位螺套16配合使用。
30.参阅图3所示:所述压槽221的数量为四个。
31.参阅图1所示:所述下模板21上还安装有与天车挂钩相连的m12起吊环24。
32.所述下模22和压杆13均通过热处理,热处理硬度为58
‑
62hrc。
33.本实用新型的工作原理为:选择下模22的一条压槽221,将钣金件放置在下模22的压槽221上,钣金件的一端抵触在定位板32上,定位板32通过滑轨33和导块34调整在下模板21上的位置以适应不同宽度的钣金件,上模板11带着上模固定板12下压,压杆13与压槽221将其之间的钣金件压出折角翻边,通过限位螺套16和限位螺杆23对上模板11和下模板21之间的下压距离进行限定。
34.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
技术特征:
1.一种用于钣金件折角翻边的模具,其特征在于:包括上模总成、下模总成和定位装置,所述上模总成包括上模板,所述上模板的下端固定安装有上模固定板,所述上模固定板垂直于上模板设置,所述上模固定板的下端开设有上模固定板限位角,所述上模板限位角内设置有压杆,所述压杆的两端分别套设于拉杆的拉环内,所述拉杆的另一端固定安装在拉杆固定块内,所述拉杆固定块固定安装在上模板的侧面上;所述下模总成包括下模板,所述下模板上开设有一条限位凹槽,所述限位凹槽内设置有下模,所述下模周身开设有与压杆配合使用的压槽;所述定位装置包括定位座,所述定位座上固定安装有定位板,所述定位板的一侧设置在下模上,所述定位座的下端分别设置有滑轨和导块,所述滑轨内通过有m10螺母,所述m10螺母内通过有锁紧螺栓,所述锁紧螺栓穿过定位座设置;所述导块固定安装在定位座下端,所述导块滑动安装在导轨上,所述导轨和滑轨均固定安装在下模板上。2.如权利要求1所述的一种用于钣金件折角翻边的模具,其特征在于:所述上模板的下端的两个对角处还安装有限位螺套,所述下模板的上端的两个对角处还安装有限位螺杆,所述限位螺杆与所述限位螺套配合使用。3.如权利要求1所述的一种用于钣金件折角翻边的模具,其特征在于:所述压槽的数量为四个。4.如权利要求1所述的一种用于钣金件折角翻边的模具,其特征在于:所述下模板上还安装有与天车挂钩相连的m12起吊环。5.如权利要求1所述的一种用于钣金件折角翻边的模具,其特征在于:所述下模和压杆均通过热处理,热处理硬度为58
‑
62hrc。
技术总结
本实用新型提供一种用于钣金件折角翻边的模具,包括上模总成、下模总成和定位装置,上模总成包括上模板,上模板的下端固定安装有上模固定板,上模固定板垂直于上模板设置,上模固定板的下端开设有上模固定板限位角,上模板限位角内设置有压杆,压杆的两端分别套设于拉杆的拉环内,拉杆的另一端固定安装在拉杆固定块内,拉杆固定块固定安装在上模板的侧面上;下模总成包括下模板,下模板上开设有限位凹槽,限位凹槽内设置有下模,下模周身开设有与压杆配合使用的压槽;定位装置包括定位座,定位座上固定安装有定位板,定位板的一侧设置在下模上,定位座的下端通过滑动组件滑动安装在下模板上。下模板上。下模板上。
技术研发人员:金国松 董加宁
受保护的技术使用者:延边国泰新能源汽车有限公司
技术研发日:2021.04.23
技术公布日:2021/11/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1