一种小直径罐体焊接夹持工装的制作方法
1.本实用新型涉及罐体成型技术领域,具体涉及一种小直径罐体焊接夹持工装。
背景技术:
2.小直径的罐体在成型时,为了简化成型工艺,对于一些压力要求较低的罐体,并没有采用无缝成产工艺,而采用制造出罐体的外壳后,通过焊接的方式,将罐体进行密封,现有技术中,一般采用人工焊接的方式进行焊接操作,此种操作的方式,受限制与操作工人的熟练程度,不同的操作师傅操作手法不同,很难保证每批的罐体能够做到焊接效果一致,存在着不小的偏差,存在着良品率较低的问题,为此,需要研发一种可以代替人工进行罐体焊接的装置,通过控制焊笔的行径速度以及高度,保证批次的焊接效果趋于一致,提高焊接的质量。
技术实现要素:
3.为了克服现有技术的不足,本实用新型提供了一种新型的小直径罐体焊接夹持工装,能够解决背景技术中的技术问题。
4.本实用新型采用如下技术方案实现:一种小直径罐体焊接夹持工装,包括底座,待焊罐体放置在底座上,底座两端设置有立柱,两端立柱上依次设置有滑动杆以及夹持头,夹持头上放置有焊笔,还包括驱动装置,夹持头与驱动装置连接,驱动装置带动夹持头做左右往复运动;
5.驱动装置包括长方形壳体,壳体内部中空设置,壳体的两端与立柱连接固定,立柱内水平同轴设置有光杆以及丝杆,丝杆穿出壳体后连接外部电动机,滑块上设置有圆孔以及螺纹孔,圆孔穿设在光杆上,丝杆穿设在螺纹孔内;
6.滑块与滑套固定连接,滑套内设置有与长方形壳体随形的长槽,夹持头与滑套固定连接。
7.优选的,所述夹持头上设置有夹持孔,焊笔放置在夹持孔内,夹持头的侧壁上设置有夹持头螺纹孔,夹持头螺纹孔贯穿至夹持孔内,紧固螺栓穿设在夹持头螺纹孔内。
8.优选的,滑动杆上穿设有数个圆环,圆环下部悬挂有连接焊笔的线缆,线缆与圆环下部胶粘方式固定连接。
9.优选的,底座上设置有放置台,放置台上设置有一对固定座,固定轴的两端设置在固定座上,且与固定座之间设置有轴承;
10.固定轴上还套设有圆辊。
11.本实用新型相对于现有技术,通过驱动装置带动夹持头进行往复运动,夹持头上夹持可以上下调整高度的焊笔,驱动装置中设置有光杆以及丝杆装置,电动机带动下,实现驱动装置的精确移动,进而控制了焊接时的焊笔移动速度以及焊笔高度,进而可以控制不同罐体上的焊缝趋于效果的一致。
附图说明
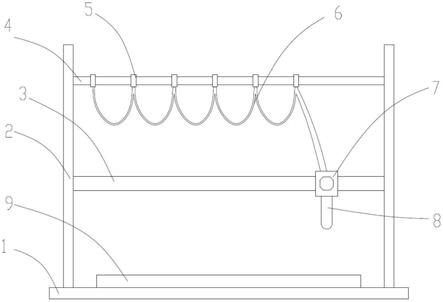
12.图1是本实用新型结构示意图;
13.图2是长方形壳体示意图;
14.图3是滑块连接示意图;
15.图4是放置台示意图。
16.图中:1、底座;2、立柱;3、长方形壳体;31、光杆;32、丝杆;4、滑动杆;5、圆环;6、线缆;7、滑套;71、滑块;72、圆孔;73、螺纹孔;8、焊笔;9、放置台;91、固定座;92、固定轴;93、圆辊;10、电动机;11、夹持头;111、夹持孔;112、紧固螺栓。
具体实施方式
17.下面,结合附图以及具体实施方式,对本实用新型做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
18.以下结合附图对本实用新型作进一步说明,如图1-4所示的一种小直径罐体焊接夹持工装,包括底座1,待焊罐体放置在底座1上,底座1两端设置有立柱 2,两端立柱2上依次设置有滑动杆4以及夹持头11,夹持头11上放置有焊笔 8,还包括驱动装置,夹持头11与驱动装置连接,驱动装置带动夹持头11做左右往复运动;
19.驱动装置包括长方形壳体3,壳体内部中空设置,壳体的两端与立柱2连接固定,立柱2内水平同轴设置有光杆31以及丝杆32,丝杆32穿出壳体后连接外部电动机10,滑块71上设置有圆孔72以及螺纹孔73,圆孔72穿设在光杆 31上,丝杆32穿设在螺纹孔73内;
20.滑块71与滑套7固定连接,滑套7内设置有与长方形壳体3随形的长槽,夹持头11与滑套7固定连接。
21.本装置的原理是:本装置将罐体放置在底座1上的放置台9,底座1上方设置有驱动装置,驱动装置包括构成外壳的长方形壳体3,壳体内的丝杆32以及光杆31,滑块71上设置的圆孔72以及螺纹孔73分别穿设有光杆31以及丝杆 32,滑块71连接滑套7,滑套7上设置有长槽,滑套7穿设在壳体上,通过外部的电动机10带动着丝杆32的转动,通过与丝杆32啮合的螺纹孔73带动下,使得滑块71沿着光杆31进行运动,进一步,为了准确控制滑块71运动距离,电动机10选择控制效果更好的伺服电机,进一步的滑块71带动着滑套7以及与滑套7连接的夹持头11进行运动,带动着夹持的焊笔8,沿着焊缝进行往复的焊接操作,在焊笔8的高度以及焊笔8移动速度得到控制的情况下,使得焊缝的质量趋于一致,避免人工操作带来的质量不一,同时,也节约成本提高了生产的效率。
22.进一步的,为方便焊笔8高度的调整,在夹持头11上设置了夹持孔111,焊笔8放置在夹持孔111内,夹持头11的侧壁上设置有夹持头螺纹孔,夹持头螺纹孔贯穿至夹持孔111内,紧固螺栓112穿设在夹持头螺纹孔内。紧固螺栓 112的端部可以设置橡胶垫,紧固螺栓112旋紧至夹持孔111内,挤压焊笔8完成了焊笔8的夹持。
23.进一步的,滑动杆4上穿设有数个圆环5,圆环5下部悬挂有连接焊笔8的线缆6,线缆6与圆环5下部胶粘方式固定连接。圆环5可以在滑动杆4上移动,圆环5可以起到对线缆6收纳的作用,防止过于混乱的线缆6导致现场操作不便,产生安全隐患。
24.进一步的,底座1上设置有放置台9,放置台9上设置有一对固定座91,固定轴92的
两端设置在固定座91上,且与固定座91之间设置有轴承;
25.固定轴92上还套设有圆辊93。
26.放置台9上设置的一对固定轴92以及圆辊93,可以用于圆柱形的罐体放置,同时,圆辊93可以采用高硬度的橡胶材质圆辊93替代金属材质,起到保护壳体作用,圆管表面打磨粗糙,可以有效防止罐体在圆辊93上转动。
27.上述实施方式仅为本实用新型的优选实施方式,不能以此来限定本实用新型保护的范围,本领域的技术人员在本实用新型的基础上所做的任何非实质性的变化及替换均属于本实用新型所要求保护的范围。
技术特征:
1.一种小直径罐体焊接夹持工装,包括底座,待焊罐体放置在底座上,底座两端设置有立柱,两端立柱上依次设置有滑动杆以及夹持头,夹持头上放置有焊笔,其特征在于:还包括驱动装置,夹持头与驱动装置连接,驱动装置带动夹持头做左右往复运动;驱动装置包括长方形壳体,壳体内部中空设置,壳体的两端与立柱连接固定,立柱内水平同轴设置有光杆以及丝杆,丝杆穿出壳体后连接外部电动机,滑块上设置有圆孔以及螺纹孔,圆孔穿设在光杆上,丝杆穿设在螺纹孔内;滑块与滑套固定连接,滑套内设置有与长方形壳体随形的长槽,夹持头与滑套固定连接。2.根据权利要求1所述的一种小直径罐体焊接夹持工装,其特征在于:所述夹持头上设置有夹持孔,焊笔放置在夹持孔内,夹持头的侧壁上设置有夹持头螺纹孔,夹持头螺纹孔贯穿至夹持孔内,紧固螺栓穿设在夹持头螺纹孔内。3.根据权利要求1所述的一种小直径罐体焊接夹持工装,其特征在于:滑动杆上穿设有数个圆环,圆环下部悬挂有连接焊笔的线缆,线缆与圆环下部胶粘方式固定连接。4.根据权利要求1所述的一种小直径罐体焊接夹持工装,其特征在于:底座上设置有放置台,放置台上设置有一对固定座,固定轴的两端设置在固定座上,且与固定座之间设置有轴承;固定轴上还套设有圆辊。
技术总结
本实用新型提供了一种小直径罐体焊接夹持工装,涉及罐体成型技术领域,具体涉及一种小直径罐体焊接夹持工装,解决了现有技术中每批罐体存在焊接效果不一致,存在着不小的质量偏差的技术问题,包括底座,底座两端设置有立柱,两端立柱上依次设置有滑动杆以及夹持头,还包括驱动装置,夹持头与驱动装置连接;驱动装置包括长方形壳体,壳体内部中空设置,壳体的两端与立柱连接固定,立柱内水平同轴设置有光杆以及丝杆,丝杆穿出壳体后连接外部电动机,滑块上设置有圆孔以及螺纹孔,圆孔穿设在光杆上,丝杆穿设在螺纹孔内;滑块与滑套固定连接,滑套内设置有与长方形壳体随形的长槽,夹持头与滑套固定连接。夹持头与滑套固定连接。夹持头与滑套固定连接。
技术研发人员:蒋德超 孙松召 孙志伟 黄敏姝 谈娇娇 檀帅乐
受保护的技术使用者:江苏鼎嘉机械设备科技有限公司
技术研发日:2021.04.25
技术公布日:2022/5/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1