用于加工薄壁齿圈的定位夹具的制作方法
1.本实用新型属于一种定位工装,具体为一种用于加工薄壁齿圈的定位夹具。
背景技术:
2.薄壁齿圈1如图1和图2所示,包括一个薄壁的筒状部件和垂直设置在筒状部件一端外沿的端面座5。筒状部件内壁的前段为内齿圈2,后段为光滑的内孔3。端面座5位于内孔3的一端。在测量薄壁齿圈1的精度时,内齿圈2的分度圆为基准a,端面座5的端面为基准b。要求薄壁齿圈1内孔3的孔径与基准a的同轴度为0.05,基准b相对基准a的垂直度要求为0.025。但是由于薄壁齿圈1在加工过程中极易变形,所以成品零件的检测要求并不容易达标。其原因在于:现有薄壁齿圈1在加工过程中,若先将齿坯加工完成后再进行齿部加工,则无法通过薄壁齿圈1的内孔3实施定位加工,而只能通过薄壁齿圈1的外圆4进行定位。由于外圆4与内孔3并非一次装夹,基准定位的转换会造成产品尺寸超差。若更改加工工艺,则需要先加工基准a,即内齿圈2。在加工完成后,以内齿圈2定位实现一次性装夹并完成后续加工。但是现有的齿圈定位夹具,是在齿圈的圆周上选取三个点进行定位夹持。由于待加工零件为薄壁齿圈1,若以三点定位零件会出现变形,在加工完去除夹具后,会影响齿圈外圆4圆度及其他尺寸。
3.由上述可知,若要提高薄壁齿圈1的加工精度,需要设计一个能够按照同一基准进行一次性装夹,且受力均匀,不会造成零件圆度变形的装夹工具。
技术实现要素:
4.有鉴于此,本实用新型提供一种用于加工薄壁齿圈的定位夹具,以薄壁齿圈的基准a进行一次装夹,并对薄壁齿圈施加均匀的夹持力,避免了零件圆度的变形。
5.本实用新型所采用的技术方案是:一种用于加工薄壁齿圈的定位夹具,包括液压芯轴,液压芯轴的一端为夹持端,另一端为膨胀轴;其特征在于:还包括齿圈套,所述齿圈套的内孔光滑,外圆设有外齿圈;所述内孔与膨胀轴滑动配合,所述外齿圈与待加工薄壁齿圈的内齿圈间隙配合;所述齿圈套上等间距交替开设有正向槽和反向槽,正向槽和反向槽的开口分别设置齿圈套的左右两端,正向槽和反向槽与齿圈套的轴线平行,正向槽和反向槽的长度小于齿圈套的长度。
6.进一步,所述正向槽和反向槽分别有4条。
7.进一步,所述正向槽和反向槽的长度为齿圈套长度的80%。
8.进一步,所述外齿圈与待加工薄壁齿圈的内齿圈间隙小于等于0.1mm。
9.进一步,所述膨胀轴的膨胀尺寸为0.1
‑
0.3mm。
10.本实用新型的有益效果是:由于设置了可随液压芯轴同时膨胀的齿圈套,膨胀后齿圈套的外齿圈与待加工薄壁齿圈的内齿圈紧密啮合,使齿圈套稳固且受力均匀的夹持住待加工薄壁齿圈,而不会对薄壁齿圈内的圆度造成影响。并且通过定位基准a的一次装夹,可对薄壁齿圈的其他部位实施基准统一的加工,保证了薄壁齿圈的加工精度。
附图说明
11.图1是薄壁齿圈的结构示意图。
12.图2是薄壁齿圈的剖视图。
13.图3是液压芯轴的结构示意图。
14.图4是齿圈套的结构示意图。
15.图5是齿圈套的剖视图。
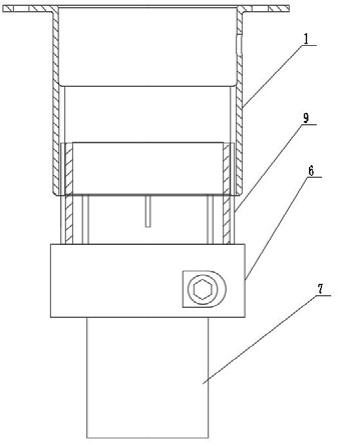
16.图6是本实用新型的使用状态示意图。
17.图中:1、薄壁齿圈,2、内齿圈,3、内孔,4、外圆,5、端面座,6、液压芯轴,7、夹持端,8、膨胀轴,9、齿圈套,10、外齿圈,11、正向槽,12、反向槽。
具体实施方式
18.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面结合附图和具体实施例对本实用新型作进一步的详细说明。
19.如图3至图6所示,一种用于加工薄壁齿圈的定位夹具,包括液压芯轴6和齿圈套9。如图3所示,液压芯轴6的一端为夹持端7,用于车工夹持;另一端为膨胀轴8,在液压涨力的作用下膨胀轴8的外圆4实现涨大。膨胀轴8的外圆4涨大尺寸在0.1
‑
0.3mm。
20.如图4和图5所示,齿圈套9的内孔光滑,外圆4设有外齿圈10。外齿圈10与薄壁齿圈1的内齿圈2间隙配合,间隙小于等于0.1mm。在膨胀轴8未具有液压涨力的情况下,齿圈套9的内孔与膨胀轴8的外圆4滑动配合。当膨胀轴8涨大时,齿圈套9紧固在膨胀轴8的外圆4上。为了保证齿圈套9可膨胀,在齿圈套9上开设有与齿圈套9的轴线平行的正向槽11和反向槽12,正向槽11的开口设置在齿圈套9的左端,反向槽12的开口设置在齿圈套9的右端。正向槽11与反向槽12之间等间距交替排列,正向槽11和反向槽12可分别设置4条。正向槽11和反向槽12长度小于齿圈套9的长度。正向槽11和反向槽12的长度为齿圈套9长度的80%。
21.如图6所示,使用本实用新型对薄壁齿圈1夹持时,先将齿圈套9套装在液压芯轴6的膨胀轴8上,再将薄壁齿圈1的内齿圈2与齿圈套9的外齿圈10啮合。对液压芯轴6施加液压涨力,使膨胀轴8的外圆4涨大,齿圈套9与膨胀轴8紧固的同时也之涨大,此时齿圈套9的外齿圈10均匀且稳固的夹持住薄壁齿圈1的内齿圈2,这样的夹持方式保证了薄壁齿圈1的圆度不会受到影响。并且通过对基准a一次夹持,便可以对薄壁齿圈1的其他部位实施基准统一的加工,保证了薄壁齿圈1的加工精度。
技术特征:
1.一种用于加工薄壁齿圈的定位夹具,包括液压芯轴,液压芯轴的一端为夹持端,另一端为膨胀轴;其特征在于:还包括齿圈套,所述齿圈套的内孔光滑,外圆设有外齿圈;所述内孔与膨胀轴滑动配合,所述外齿圈与待加工薄壁齿圈的内齿圈间隙配合;所述齿圈套上等间距交替开设有正向槽和反向槽,正向槽和反向槽的开口分别设置齿圈套的左右两端,正向槽和反向槽与齿圈套的轴线平行,正向槽和反向槽的长度小于齿圈套的长度。2.如权利要求1所述的一种用于加工薄壁齿圈的定位夹具,其特征在于:所述正向槽和反向槽分别有4条。3.如权利要求1所述的一种用于加工薄壁齿圈的定位夹具,其特征在于:所述正向槽和反向槽的长度为齿圈套长度的80%。4.如权利要求1所述的一种用于加工薄壁齿圈的定位夹具,其特征在于:所述外齿圈与待加工薄壁齿圈的内齿圈间隙小于等于0.1mm。5.如权利要求1所述的一种用于加工薄壁齿圈的定位夹具,其特征在于:所述膨胀轴的膨胀尺寸为0.1
‑
0.3mm。
技术总结
一种用于加工薄壁齿圈的定位夹具,包括液压芯轴,一端为夹持端,另一端为膨胀轴;还包括齿圈套,内孔光滑,外圆设有外齿圈;内孔与膨胀轴滑动配合,外齿圈与薄壁齿圈的内齿圈间隙配合;齿圈套上等间距交替开设有正向槽和反向槽,正向槽和反向槽的开口分别设置齿圈套的左右两端,正向槽和反向槽与齿圈套的轴线平行,长度小于齿圈套的长度。由于设置了可随液压芯轴同时膨胀的齿圈套,膨胀后齿圈套的外齿圈与待加工薄壁齿圈的内齿圈紧密啮合,使齿圈套稳固且受力均匀的夹持住待加工薄壁齿圈,而不会对薄壁齿圈内的圆度造成影响。并且通过定位基准A的一次装夹,可对薄壁齿圈的其他部位实施基准统一的加工,保证了薄壁齿圈的加工精度。保证了薄壁齿圈的加工精度。保证了薄壁齿圈的加工精度。
技术研发人员:白雪 周大鹏 侯力 陈斌 刘美
受保护的技术使用者:陕西长空齿轮有限责任公司
技术研发日:2021.04.25
技术公布日:2021/11/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1