一种快速双向装夹机构的制作方法
1.本实用新型属于非标机械设备技术领域,涉及到一种快速双向装夹机构。
背景技术:
2.用于制作非标设备机柜和镶板的铝型材的槽孔加工一般在cnc设备中完成,一般的铝型材的正面和侧面均需要加工,因此铝型材在cnc设备中至少装夹两次。现有的装夹工装一般只能完成的正面或者侧面装夹,一个铝型材的cnc装夹需要两个工装,增加了铝型材的加工成本。而且,工装在cnc设备中的装夹定位均要找正,所以一块铝型材的正面和侧面需要在两台cnc设备中进行,如此才能避免工装的重复装夹,但是,铝型材在两台cnc之间中转既需要人工配合,增加了人工成本,又降低了铝型材的加工效率。
技术实现要素:
3.本实用新型要解决的技术问题是:提供一种可以完成铝型材的正面和侧面装夹的装夹机构。
4.为解决上述技术问题,本实用新型采用的技术方案如下:
5.一种快速双向装夹机构,包括底座、托板和载板,所述托板安装于所述底座的顶部,所述载板位于所述托板的上方,两者之间通过数根支撑柱连接,所述载板的中部设置有沿其长度方向延伸的位置固定的挡块一,所述载板的两个相对侧各设置有沿其宽度方向延伸的位置固定的挡块二和挡块三,所述挡块二和挡块三延伸至所述载板的外部,所述挡块一、挡块二和挡块三构成z字型;所述托板上设置有位于所述载板外部的,且与所述挡块一对应的气动推块一,与所述挡块二对应的气动推块二,以及与所述挡块三对应的气动推块三;所述托板的顶部设置有旋转支座,所述旋转支座中安装有可旋转的连接曲柄,所述气动推块一、气动推块二和气动推块三的缸体与所述连接曲柄固连。
6.与现有技术相比,本实用新型的有益效果是:
7.1.可以同时完成两块铝型材的装夹,提高了铝型材的cnc加工效率;
8.2.托板和载板,以及可以旋转的气动推块配合工作能够完成铝型材的正面和侧面的装夹,在实际加工中,避免了铝型材在两台cnc之间中转,提高了加工效率。
附图说明
9.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
10.图1为一种快速双向装夹机构的主视图;
11.图2为一种快速双向装夹机构(装夹状态)的主视图;
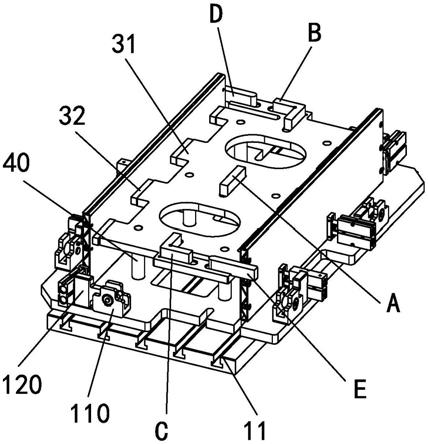
12.图3为一种快速双向装夹机构(装夹状态)的结构图。
具体实施方式
13.下面将结合附图对本实用新型实施例中的技术方案进行清楚、完整地描述。
14.实施例
15.图1至3中所示的一种快速双向装夹机构,包括底座10、托板20和载板30,托板安装于底座的顶部,载板位于托板的上方,两者之间通过数根支撑柱40连接,载板的中部设置有沿其长度方向延伸的位置固定的挡块一,载板的两个相对侧各设置有沿其宽度方向延伸的位置固定的挡块二和挡块三,挡块二和挡块三延伸至载板的外部,挡块一、挡块二和挡块三构成z字型。载板上设置有平直的挡块a和l型的挡块b和挡块c,以及平直的挡块d和挡块e。挡块b和挡块c的一条直壁与挡块a一起构成挡块一,挡块b的另一条直壁与挡块d一起构成挡块二,挡块c的另一条直壁与挡块e一起构成挡块三。托板上设置有位于载板外部的,且与挡块一对应的气动推块一80,与挡块二对应的气动推块二90,以及与挡块三对应的气动推块三100;托板的顶部设置有旋转支座110,旋转支座中安装有可旋转的连接曲柄120,气动推块一、气动推块二和气动推块三的缸体与连接曲柄固连。
16.参见图2,横向装夹铝型材时,挡块一、挡块二、气动推块一和气动推块二构成一个夹持区域,挡块一、挡块三、气动推块一和气动推块三构成一个夹持区域,载板上可以同时完成两块铝型材的装夹。将连接曲柄旋转至竖直状,气动推块一、气动推块二和气动推块三的侧推面与载板的侧面大致等高,将铝型材r放置在载板的夹持区域中,使其两侧分别与对应的挡板靠齐,气动推块上的推块推出将铝型材紧紧夹持。
17.参见图3,竖向夹持铝型材时,挡块二、载板侧边、气动推块一和气动推块二构成一个夹持区域,挡块三、载板侧边、气动推块一和气动推块三构成一个夹持区域,托板上可以同时完成两块铝型材的装夹。将连接曲柄旋转至水平状,将铝型材放置于托板的夹持区域内,使其侧边与挡块和载板的侧边靠齐,气动推块上的推块推出将铝型材紧紧夹持。
18.载板对应气动推块一的一侧设置有三个外凸的定位凸台31,在铝型材竖向夹持时,定位凸台抵接于铝型材的平面,既可以将铝型材夹持,又可以减少夹持面积,避免损伤铝型材。定位凸台相对于载板的一侧设置有螺丝孔,于载板的侧面安装夹持块32,可以适用于不同厚度的铝型材装夹。
19.进一步的是,底座中设置有数条用于承装气缸气管的凹槽11,将气动推块的气管收纳于底座中,可以避免切屑损伤气管。
20.进一步的是,载板上和托板上设置有排屑孔,便于切削的排出。
21.综上所述,本机构的优点是:
22.1.可以同时完成两块铝型材的装夹,提高了铝型材的cnc加工效率;
23.2.托板和载板,以及可以旋转的气动推块配合工作能够完成铝型材的正面和侧面的装夹,在实际加工中,避免了铝型材在两台cnc之间中转,提高了加工效率。
24.对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
技术特征:
1.一种快速双向装夹机构,其特征在于,包括底座、托板和载板,所述托板安装于所述底座的顶部,所述载板位于所述托板的上方,两者之间通过数根支撑柱连接,所述载板的中部设置有沿其长度方向延伸的位置固定的挡块一,所述载板的两个相对侧各设置有沿其宽度方向延伸的位置固定的挡块二和挡块三,所述挡块二和挡块三延伸至所述载板的外部,所述挡块一、挡块二和挡块三构成z字型;所述托板上设置有位于所述载板外部的,且与所述挡块一对应的气动推块一,与所述挡块二对应的气动推块二,以及与所述挡块三对应的气动推块三;所述托板的顶部设置有旋转支座,所述旋转支座中安装有可旋转的连接曲柄,所述气动推块一、气动推块二和气动推块三的缸体与所述连接曲柄固连。2.根据权利要求1所述的一种快速双向装夹机构,其特征在于,所述载板对应所述气动推块一的一侧设置有三个外凸的定位凸台。3.根据权利要求2所述的一种快速双向装夹机构,其特征在于,所述定位凸台相对于所述载板的一侧设置有螺丝孔。4.根据权利要求1所述的一种快速双向装夹机构,其特征在于,所述底座中设置有数条用于承装气缸气管的凹槽。5.根据权利要求1所述的一种快速双向装夹机构,其特征在于,所述载板上和托板上设置有排屑孔。
技术总结
本实用新型提供了一种快速双向装夹机构,包括底座、托板和载板,载板位于托板的上方,两者之间通过数根支撑柱连接,载板的中部设置有沿其长度方向延伸的位置固定的挡块一,载板的两个相对侧各设置有沿其宽度方向延伸的位置固定的挡块二和挡块三,挡块二和挡块三延伸至载板的外部;托板上设置有位于载板外部的,且与挡块一对应的气动推块一,与挡块二对应的气动推块二,以及与挡块三对应的气动推块三;托板的顶部设置有旋转支座,旋转支座中安装有可旋转的连接曲柄,气动推块一、气动推块二和气动推块三的缸体与连接曲柄固连。托板和载板,以及可以旋转的气动推块配合工作能够完成铝型材的正面和侧面的装夹。型材的正面和侧面的装夹。型材的正面和侧面的装夹。
技术研发人员:卢万清 覃鸿 郑海斌 谢恩庆 蔡显举
受保护的技术使用者:苏州海之鸿智能装备有限公司
技术研发日:2021.05.24
技术公布日:2021/12/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1