电机壳体加工的翻转工装的制作方法
1.本实用新型涉及加工工装技术领域,具体涉及电机壳体加工的翻转工装。
背景技术:
2.因新能源电机壳体订单量日益增多,传统加工工艺为使用立式加工中心铣完一端面,转到另一台加工中心铣加工另一端面,对于设备的占用以及集成化生产有很大的制约,对新能源电机壳体的加工效率低,产能低。鉴于以上缺陷,实有必要设计电机壳体加工的翻转工装。
技术实现要素:
3.本实用新型的目的在于提供电机壳体加工的翻转工装,一次性完成两道工序,提高电机壳体的加工效率。
4.为实现上述目的,本实用新型提供如下技术方案:电机壳体加工的翻转工装,包括工装主体,所述工装主体两端分别固定设有四轴安装座和四轴尾座安装座,方便进行翻转加工,所述工装主体主要由两块平行设置的工装板体组成,两组所述工装板体端面开设有同轴设置的插接槽,所述插接槽内壁及端口固定设有限位机构,方便对所加工工件进行侧面即底部的限位,两组所述工装板体之间固定设有气缸,所述气缸输出端固定设有压块,所述气缸控制所述压块的运行方向与插接槽轴向方向垂直,压块能对所加工工件进行夹紧固定,防止脱落。
5.优选的,所述限位机构包括随型侧面定位块和轴向挡块,所述随型侧面定位块固定安装在插接槽内壁,对所要加工的电机壳体侧端进行限位,防止壳体在加工时出现旋转,所述轴向挡块设有多组,且多组轴向挡块安装在插接槽端口处,当电机壳体在放入工装时,对电机壳体进行托底,方便放置,且方便对电机壳体进行下一步的加工。
6.优选的,所述随型侧面定位块和轴向挡块的材质包括尼龙,对电机壳体起到保护的作用,防止对电机壳体划伤。
7.优选的,所述气缸通过气缸安装座固定安装在两组工装板体之间,所述气缸安装座固定安装在两组工装板体侧端,缩小了工装整体的体积,提高便捷度。
8.优选的,所述工装主体上固定安装有控制器,且控制器与气缸相连接。
9.与现有技术相比,本实用新型在现有加工设备的基础上增加四轴翻转工装,通过气缸夹紧电机壳体,且通过四轴安装座完成翻转动作,一次装夹就可完成两道工序内容,集成生产工艺,使产能提高,产线缩短。
附图说明
10.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制,在附图中:
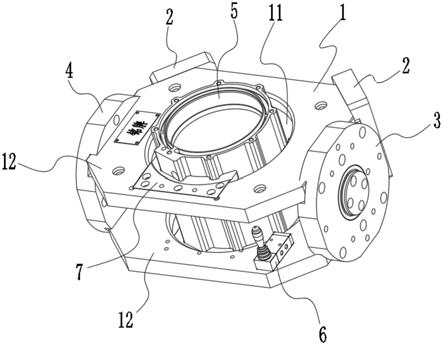
11.图1为本实用新型第一视角的结构示意图;
12.图2为本实用新型第二视角的结构示意图。
13.附图中:
14.1、工装主体;11、插接槽;12、工装板体;2、气缸安装座;3、四轴安装座;4、四轴尾座安装座;5、产品;6、控制器;7、随型侧面定位块;8、轴向挡块;9、气缸;91、压块。
具体实施方式
15.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
16.请参阅图1-2所示,本实用新型提供一种技术方案:电机壳体加工的翻转工装,包括工装主体1,工装主体1两端分别固定设有四轴安装座3和四轴尾座安装座4,四轴安装座3和四轴尾座安装座4安装在四轴转台上,工装主体1主要由两块平行设置的工装板体12组成,四轴安装座3和四轴尾座安装座4固定安装在两组工装板体12两端,两组工装板体12端面开设有同轴设置的插接槽11,两组工装板体12平行设置,且之间的距离与所要加工电机壳体的长度相适配,用于加工产品5,产品5具体为新能源电机壳体,插接槽11形状和尺寸与所要加工的电机壳体尺寸相适配,插接槽11内壁及端口固定设有限位机构,限位机构包括随型侧面定位块7和轴向挡块8,随型侧面定位块7和轴向挡块8的材质包括尼龙,防止对所加工的电机壳体表面造成划痕,随型侧面定位块7固定安装在插接槽11内壁,两组工装板体12内壁均设有,且随型侧面定位块7侧端的形状与所加工的电机壳体表面形状相卡接适配,起到对电机壳体加工时防止其转动,轴向挡块8设有多组,且多组轴向挡块8安装在插接槽11端口处,且轴向挡块8只设置在一组工装板体12端面的插接槽11端口处,在加工产品5时,将产品5插入插接槽11,轴向挡块8对产品5上的加强筋的底部边缘进行阻挡,防止产品5掉落,方便下一步的固定。
17.其中,两组工装板体12之间固定设有气缸9,气缸9输出端固定设有压块91,压块91材质为尼龙,气缸9控制压块91的运行方向与插接槽11轴向方向垂直,气缸9设有两组,两组气缸9通过气缸安装座2固定安装在两组工装板体12之间,气缸安装座2固定安装在两组工装板体12侧端。
18.其中,工装主体1上固定安装有控制器6,且控制器6与气缸9相连接,控制器6设置于两组工装板体12之间,安装在一组工装板体12端面上。
19.下面将详细阐述本实用新型的具体工作原理:在使用时,将工装的四轴安装座3和四轴尾座安装座4安装在加工机床上,通过四轴安装座3和四轴尾座安装座4与机床电机和尾座连接,带动工装整体翻转,将产品5(新能源电机壳体)安装在两个插接槽11内,产品5侧端的加强筋与随型侧面定位块7侧端的卡槽适配卡接,下方工装板体12的轴向挡块8将产品5底部托起,通过控制控制器6,控制气缸9将压块91朝产品5压紧,使产品5在工装上得到固定,在加工产品5一端完成后,控制四轴转台通过四轴安装座3带动工装主体1和产品5整体进行翻转,完成另一端的加工。
20.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修
改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.电机壳体加工的翻转工装,包括工装主体(1),其特征在于:所述工装主体(1)两端分别固定设有四轴安装座(3)和四轴尾座安装座(4),所述工装主体(1)主要由两块平行设置的工装板体(12)组成,两组所述工装板体(12)端面开设有同轴设置的插接槽(11),所述插接槽(11)内壁及端口固定设有限位机构,两组所述工装板体(12)之间固定设有气缸(9),所述气缸(9)输出端固定设有压块(91),所述气缸(9)控制所述压块(91)的运动方向与插接槽(11)轴向方向垂直。2.根据权利要求1所述电机壳体加工的翻转工装,其特征在于:所述限位机构包括随型侧面定位块(7)和轴向挡块(8),所述随型侧面定位块(7)固定安装在插接槽(11)内壁,所述轴向挡块(8)设有多组,且多组轴向挡块(8)安装在插接槽(11)端口处。3.根据权利要求2所述电机壳体加工的翻转工装,其特征在于:所述随型侧面定位块(7)和轴向挡块(8)的材质包括尼龙。4.根据权利要求1所述电机壳体加工的翻转工装,其特征在于:所述气缸(9)通过气缸安装座(2)固定安装在两组工装板体(12)之间,所述气缸安装座(2)固定安装在两组工装板体(12)侧端。5.根据权利要求1所述电机壳体加工的翻转工装,其特征在于:所述工装主体(1)上固定安装有控制器(6),且控制器(6)与气缸(9)相连接。
技术总结
本实用新型公开了电机壳体加工的翻转工装,所述工装主体两端分别固定设有四轴安装座和四轴尾座安装座,方便进行翻转加工,所述工装主体主要由两块平行设置的工装板体组成,两组所述工装板体端面开设有同轴设置的插接槽,所述插接槽内壁及端口固定设有限位机构。本实用新型涉及加工工装技术领域,在现有加工设备的基础上增加四轴翻转工装,通过气缸夹紧电机壳体,且通过四轴安装座完成翻转动作,完成两道工序内容,集成生产工艺,使产能提高,产线缩短。短。短。
技术研发人员:吴克桦 朱才林 钱忠荣 向兴康 李中见
受保护的技术使用者:江苏锐美汽车零部件有限公司
技术研发日:2021.05.26
技术公布日:2022/1/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1