一种低压油管管端成型装置的制作方法
1.本实用新型涉及管道加工的技术领域,特别是涉及一种低压油管管端成型装置。
背景技术:
2.众所周知,在柴油机的低压管路中,有些受使用环境和结构的影响,在设计时必须使用硬管,有些条件下两个硬管还必须使用焊接连接,但两个硬管的管端焊接需要一端成型与另一个硬管的管型配合,才能保证焊接质量,使油管不泄漏,保证产品质量。
3.因此有必要针对这一技术问题进行解决。
技术实现要素:
4.为解决两个油管在进行更加容易进行焊接,降低焊接变形,有效的保证产品质量的述技术问题。
5.本实用新型的一种低压油管管端成型装置,包括下压模、贴合在所述下压模顶端的上压模,所述下压模和所述上压模的同一侧分别设置有用于扶持管道的凸板,所述下压模和所述上压模上均设置有型腔,且两个所述型腔相互对接配合,所述下压模和所述上压模上分别设置有定位通孔;
6.所述定位通孔上贴合有用于加工零件的扩孔组件和成型机构,油管的端头通过扩孔组件进行预扩孔,然后再通过成型机构进行成型加工。
7.所述扩孔组件包括通过外界施加力进行扩孔的扩孔冲头主体,所述扩孔冲头主体上设置有扩孔圆锥。
8.所述成型机构还包括成型冲头,所述下压模和所述上压模的一侧贴合有成型冲头,所述成型冲头上设置有弧形凸条,所述弧形凸条上设置有成型柱。
9.所述扩孔组件和所述成型冲头的平侧面上分别设置有施加力导向的受力锥体,所述受力锥体对扩孔冲头主体和成型冲头进行做工。
10.本实用新型的有益效果为:
11.工作人员将需要加工的工件放置在下压模的圆槽上,之后再将上压模与下压模的顶端贴合在一起,之后工作人员通过扩孔冲头对工件进行预扩孔,预扩孔完成之后工作人员再使用成型冲头使工件成型,从而油管管端完全符合另一个油管的形状,使两个油管在进行更加容易进行焊接,降低焊接变形,有效的保证产品质量,且由于两个零件之间的焊接位置完全贴合,使两个零件之间的密封性更好,从而提升整体的实用性。
附图说明
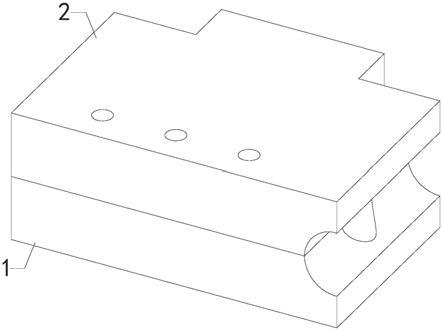
12.图1是本实用新型的轴测结构示意图。
13.图2是本实用新型的下压模结构示意图。
14.图3是本实用新型的上压模结构示意图。
15.图4是本实用新型的扩孔组件结构示意图。
16.图5是本实用新型的成型机构结构示意图。
17.图6是本实用新型扩充冲头的工作示意图。
18.图7是本实用新型成型冲头的工作示意图。
19.其中,附图中标记:1、下压模;2、上压模;3、扩孔组件;31、扩孔冲头主体;32、扩孔圆锥;4、成型冲头;41、弧形凸条;42、成型柱;5、凸板;6、受力锥体。
具体实施方式
20.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
21.参见图1和图2,本实用新型的一种低压油管管端成型装置,包括下压模1、贴合在所述下压模1顶端的上压模2,所述下压模1和所述上压模2的同一侧分别设置有用于扶持管道的凸板5,所述下压模1和所述上压模2上均设置有型腔,且两个所述型腔相互对接配合,所述下压模1和所述上压模2上分别设置有定位通孔;
22.所述定位通孔上贴合有用于加工零件的扩孔组件3和成型机构,油管的端头通过扩孔组件3进行预扩孔,然后再通过成型机构进行成型加工;
23.通过上述,工作人员先将需要加工的工件放置在下压模1的圆槽上,之后再将上压模2与下压模1的顶端贴合在一起,之后工作人员通过扩孔组件对工件进行扩孔,扩孔完成之后工作人员再使用成型机构使工件成型,从而油管管端完全符合另一个油管的型状,使两个油管在进行更加容易进行焊接,降低焊接变形,有效的保证产品质量,且由于两个零件之间的焊接位置完全贴合,使两个零件之间的密封性更好,从而提升整体的实用性。
24.参见图3,所述扩孔组件3包括通过外界施加力进行扩孔的扩孔冲头主体31,所述扩孔冲头主体31上设置有扩孔圆锥32;
25.通过上述,工作人员使用扩孔组件3对工件进行扩孔加工,使工作人员便于对工件进行加工,从而提升整体的实用性。
26.参见图4,所述成型机构还包括成型冲头4,所述下压模1和所述上压模2的一侧贴合有成型冲头4,所述成型冲头4上设置有弧形凸条41,所述弧形凸条41 上设置有成型柱42;
27.通过上述,工作人员通过成型冲头4可以更好的对工件进行加工,从而提升整体的实用性。
28.参见图5以及图6,所述扩孔组件3和所述成型冲头4的平侧面上分别设置有施加力导向的受力锥体6,受力锥体6对扩孔冲头主体31和成型冲头4进行做工;
29.通过上述,工作人员在使用工具对扩孔组件3或者成型冲头4进行施加力时,受力锥体6使扩孔组件3或者成型冲头4更加容易对管道进行加工,从而提升整体的便利性。
30.一种低压油管管端成型装置,其在工作时,首先工作人员将需要加工的工件放置在下压模1的圆槽上,之后再将上压模2与下压模1的顶端贴合在一起,之后工作人员通过扩孔组件3对工件进行扩孔,扩孔完成之后工作人员再使用成型冲头4使工件成型,从而油管管端完全符合另一个油管的形状即可。
31.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变型,这些改
进和变型也应视为本实用新型的保护范围。
技术特征:
1.一种低压油管管端成型装置,其特征在于,包括下压模(1)、贴合在所述下压模(1)顶端的上压模(2),所述下压模(1)和所述上压模(2)的同一侧分别设置有用于扶持管道的凸板(5),所述下压模(1)和所述上压模(2)上均设置有型腔,且两个所述型腔相互对接配合,所述下压模(1)和所述上压模(2)上分别设置有定位通孔;所述定位通孔上贴合有用于加工零件的扩孔组件(3)和成型机构。2.根据权利要求1所述的一种低压油管管端成型装置,其特征在于,所述扩孔组件(3)包括通过外界施加力进行预扩孔的扩孔冲头主体(31),所述扩孔冲头主体(31)上设置有扩孔圆锥(32)。3.根据权利要求2所述的一种低压油管管端成型装置,其特征在于,所述成型机构还包括成型冲头(4),所述下压模(1)和所述上压模(2)的一侧贴合有成型冲头(4),所述成型冲头(4)上设置有弧形凸条(41),所述弧形凸条(41)上设置有成型柱(42)。4.根据权利要求3所述的一种低压油管管端成型装置,其特征在于,所述扩孔组件(3)和所述成型冲头(4)的平侧面上分别设置有施加力导向的受力锥体(6)。
技术总结
本实用新型公开了一种低压油管管端成型装置,包括下压模、贴合在所述下压模顶端的上压模,所述下压模和所述上压模的同一侧分别设置有用于扶持管道的凸板,所述下压模和所述上压模上均设置有型腔,且两个所述型腔相互对接配合,所述下压模和所述上压模上分别设置有定位通孔,所述定位通孔上贴合有用于加工零件的扩孔组件和成型机构。本实用新型提供了低压油管管端成型装置,由于两个零件之间的焊接位置完全贴合,使两个零件之间的密封性更好,从而提升整体的实用性。提升整体的实用性。提升整体的实用性。
技术研发人员:史进浩 迟登祥 成世楠
受保护的技术使用者:龙口市车辆油管有限公司
技术研发日:2021.05.26
技术公布日:2022/3/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1