一种可转向多工位的高效镗铣夹具的制作方法
1.本实用新型涉及机械加工技术领域,特别是涉及一种可转向多工位的高效镗铣夹具。
背景技术:
2.特种车辆的行动系统中有多中行动支架是成对分组存在的,在加工过程中如何保证每组支架的一致性,如何高效的产出,一直是实际生产中不可避免的问题。现如今的双面镗铣加工在工艺上实现了突破,在某些工序上提升了效率,但最核心的高效产出一致性好的行动支架始终未能解决。因此,需要设计一款可转向多工位的高效镗铣夹具,充分利用双面镗铣加工双主轴的优势,提高其装夹效率、装夹精度,实现高效产出一致性好的行动支架的目标。
技术实现要素:
3.为了克服上述现有技术的不足,本实用新型提供了一种可转向多工位的高效镗铣夹具,设计原理简单,成本低,人工操作简单、省时省力,可重复、快速定位,适用于科研或批量生产。
4.本实用新型解决其技术问题所采用的技术方案是:一种可转向多工位的高效镗铣夹具,包括底板、定位板、芯轴、衬套、压板、压紧螺杆、顶紧装置、定位插销、m16t槽螺母、m16螺钉、m10螺钉和m6螺钉,所述底板由m16t槽螺母和m16螺钉安装在机床的工作台上,所述定位板位于底板的上方且通过芯轴、衬套、定位插销和m10螺钉与底板配装,所述芯轴通过衬套和m6螺钉安装于底板上,所述压紧螺杆安装在定位板左侧,所述顶紧装置安装在定位板右侧,所述定位插销安装在压紧螺杆上,所述压板设在压紧螺杆和顶紧装置的顶部。
5.作为优选,所述底板各孔的位置度及其他形位尺寸精度均在0.02mm以内,由于通过m16t槽螺母及m16螺钉安装于机床的工作台上,可以保证其与机床主轴的基准一致。
6.作为优选,所述定位板根据工件定位基准设计,可以最大程度的减少误差累积。
7.作为优选,所述芯轴同轴度在0.02mm以内且采用40cr制成,淬火后具有较高的耐磨性,保证其长期使用的配合精度,提高夹具的使用寿命。
8.作为优选,所述衬套安装于各旋转位置并与芯轴、定位插销相配,具有较高的耐磨性,同时利于返修。
9.作为优选,所述压板采用回旋压板式设计,在保证其有足够强度的条件下,实现快速装夹、拆卸。
10.作为优选,所述顶紧装置包括顶头和顶紧螺杆,所述顶头设有一凹槽,所述顶紧螺杆安装在顶头的凹槽中,所述顶紧装置的内部结合面为球头与平面,外置顶头与工件为面与面接触,内部结合面的设计有效减小了顶紧螺杆旋转时的摩擦力,可以实现对工件的快速顶紧,外置顶头与工件的面与面接触有效减少了工件表面的磨损。
11.本实用新型的实质性效果是:首先,该实用新型各装置的设计可以进行转向多工
位的镗铣加工,提高了装夹效率和装夹精度;其次,该实用新型设计原理简单,成本低,人工操作简单、省时省力,可重复、快速定位,适用于科研或批量生产。
附图说明
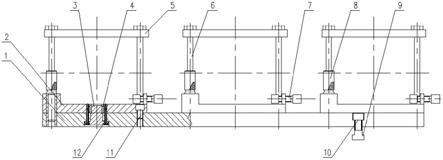
12.图1为本实用新型的整体结构示意图;
13.图2为本实用新型整体结构俯视图;
14.图3为本实用新型芯轴正视图;
15.图4为本实用新型压板正视图;
16.图5为本实用新型顶紧装置正视图。
17.图中标记为:1-底板,2-定位板,3-芯轴,4-衬套,5-压板,6-压紧螺杆,7-顶紧装置,701-顶头,702-顶紧螺杆,8-定位插销,9-m16t槽螺母,10-m16螺钉,11-m10螺钉,12-m6螺钉。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.实施例:
20.如图1、2所示,一种可转向多工位的高效镗铣夹具,包括底板1、定位板2、芯轴3、衬套4、压板5、压紧螺杆6、顶紧装置7、定位插销8、m16t槽螺母9、m16螺钉10、m10螺钉11和m6螺钉12,所述底板由m16t槽螺母9和m16螺钉10安装在机床的工作台上,所述定位板2位于底板1的上方且通过芯轴3、衬套4、定位插销8和m10螺钉11与底板1配装,所述芯轴3通过衬套4和m6螺钉12安装于底板1上,所述压紧螺杆6安装在定位板2左侧,所述顶紧装置7安装在定位板2右侧,所述定位插销8安装在压紧螺杆6上,所述压板5设在压紧螺杆6和顶紧装置7的顶部。
21.所述底板1各孔的位置度及其他形位尺寸精度均在0.02mm以内,由于通过m16t槽螺母9及m16螺钉10安装于机床的工作台上,可以保证其与机床主轴的基准一致。
22.所述定位板2根据工件定位基准设计,可以最大程度的减少误差累积。
23.如图3所示,所述芯轴3同轴度在0.02mm以内且采用40cr制成,淬火后具有较高的耐磨性,保证其长期使用的配合精度,提高夹具的使用寿命。
24.所述衬套4安装于各旋转位置并与芯轴3、定位插销8相配,具有较高的耐磨性,同时利于返修。
25.如图4所示,所述压板5采用回旋压板式设计,在保证其有足够强度的条件下,实现快速装夹、拆卸。
26.如图5所示,所述顶紧装置7包括顶头701和顶紧螺杆702,所述顶头701设有一凹槽,所述顶紧螺杆702安装在顶头701的凹槽中,所述顶紧装置7的内部结合面为球头与平面,外置顶头与工件为面与面接触,内部结合面的设计有效减小了顶紧螺杆旋转时的摩擦力,可以实现对工件的快速顶紧,外置顶头与工件的面与面接触有效减少了工件表面的磨
损。
27.在使用本实用新型一种可转向多工位的高效镗铣夹具时,首先将该夹具安装于工作台上,找正底板1基面,并使用m16t槽螺母9、m16螺钉10装夹牢固,然后将已机加出定位面的工件(数量为6)分别装于定位板2上,插入定位插销8,定位插销8可保证定位板2旋转后快速定位,使工件旋转前后均处于同一轴线上,拧紧m10螺钉11固定定位板,最后,利用压板5、压紧螺杆6、顶紧装置7将其全部装夹牢固,装夹紧固后,对工件进行加工,一端加工完成后,拔出定位插销8,松开m10螺钉11旋转180
°
,再插入定位插销8,拧紧m10螺钉11,即可进行另一端的镗铣加工。
28.以上的仅是本实用新型的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本实用新型构思的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。
技术特征:
1.一种可转向多工位的高效镗铣夹具,包括底板(1)、定位板(2)、芯轴(3)、衬套(4)、压板(5)、压紧螺杆(6)、顶紧装置(7)、定位插销(8)、m16t槽螺母(9)、m16螺钉(10)、m10螺钉(11)和m6螺钉(12),其特征在于,所述底板(1)由m16t槽螺母(9)和m16螺钉(10)安装在机床的工作台上,所述定位板(2)位于底板(1)的上方且通过芯轴(3)、衬套(4)、定位插销(8)和m10螺钉(11)与底板(1)配装,所述芯轴(3)通过衬套(4)和m6螺钉(12)安装于底板(1)上,所述压紧螺杆(6)安装在定位板(2)左侧,所述顶紧装置(7)安装在定位板(2)右侧,所述定位插销(8)安装在压紧螺杆(6)上,所述压板(5)设在压紧螺杆(6)和顶紧装置(7)的顶部。2.根据权利要求1所述的一种可转向多工位的高效镗铣夹具,其特征在于,所述底板(1)各孔的位置度及其他形位尺寸精度均在0.02mm以内。3.根据权利要求1所述的一种可转向多工位的高效镗铣夹具,其特征在于,所述定位板(2)根据工件定位基准设计。4.根据权利要求1所述的一种可转向多工位的高效镗铣夹具,其特征在于,所述芯轴(3)同轴度在0.02mm以内且采用40cr制成。5.根据权利要求1所述的一种可转向多工位的高效镗铣夹具,其特征在于,所述衬套(4)安装于各旋转位置并与芯轴(3)、定位插销(8)相配。6.根据权利要求1所述的一种可转向多工位的高效镗铣夹具,其特征在于,所述压板(5)采用回旋压板式设计。7.根据权利要求1所述的一种可转向多工位的高效镗铣夹具,其特征在于,所述顶紧装置包括顶头(701)和顶紧螺杆(702),所述顶头(701)设有一凹槽,所述顶紧螺杆(702)安装在顶头(701)的凹槽中,所述顶紧螺杆(702)的内部结合面为球头与平面,外置顶头(701)与工件为面与面接触。
技术总结
本实用新型公开了一种可转向多工位的高效镗铣夹具,包括底板、定位板、芯轴、衬套、压板、压紧螺杆、顶紧装置、定位插销、M16T槽螺母、M16螺钉、M10螺钉和M6螺钉,所述底板由M16T槽螺母和M16螺钉安装在机床的工作台上,所述定位板位于底板的上方且通过芯轴、衬套、定位插销和M10螺钉与底板配装,所述芯轴通过衬套和M6螺钉安装于底板上,所述压紧螺杆安装在定位板左侧,所述顶紧装置安装在定位板右侧,所述定位插销安装在压紧螺杆上,所述压板设在压紧螺杆和顶紧装置的顶部,该实用新型设计原理简单,成本低,人工操作简单、省时省力,可重复、快速定位,适用于科研或批量生产。适用于科研或批量生产。适用于科研或批量生产。
技术研发人员:张海东 彭政 梁声始 王君 谢海波 袁玉钱
受保护的技术使用者:江麓机电集团有限公司
技术研发日:2021.05.28
技术公布日:2022/1/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1