一种冲压模具的调整工位结构的制作方法
1.本实用新型涉及冲压模具技术领域,具体涉及一种冲压模具的调整工位结构。
背景技术:
2.冲压产品设计时,经常在成型后增加调整工站,该调整工站用于调整产品尺寸。目前,主要采用调整杆来调节,调整杆调整成型芯子的高低。然而,在一些需要调整杆支数多并且调整杆密集时,为保证调整杆的放置稳定性,传统的调整杆只能在调整杆之间另外设置限位结构,导致调整杆之间的调整间距大,因此现有调整杆的调节精细度仍不能满足调节间距比较小的产品。
技术实现要素:
3.针对现有技术存在上述技术问题,本实用新型提供一种冲压模具的调整工位结构,该调整工位结构具有排布紧凑、强度好的优点。
4.为实现上述目的,本实用新型提供以下技术方案:
5.提供一种冲压模具的调整工位结构,包括模具,所述模具内设有若干调整杆,每个所述调整杆的一端指向模芯,另一端设有凸字型限位块,所述调整杆排布有两排,两排调整杆分别呈直线延伸,两排调整杆中的凸字型限位块的腹部错位相嵌,两排调整杆中的凸字型限位块的翼部均朝外。
6.其中,所述凸字型限位块与所述调整杆构成l型,所述凸字型限位块的腹部设置在所述凸字型限位块的外端。
7.其中,所述调整杆指向所述模芯的一端开设有缺口。
8.其中,所述模具包括上模和下模,所述调整杆设置在所述模具的侧面并指向所述模芯。
9.其中,所述调整杆还设置在所述模具的顶部并从上往下指向所述模芯。
10.其中,所述模具内设置有定位托,所述若干凸字型限位块排布在所述定位托内。
11.其中,所述凸字型限位块上开设有若干螺牙,所述螺牙位于所述凸字型限位块的翼部。
12.本实用新型的有益效果:
13.(1)本实用新型的调整杆通过凸字型限位块的限位作用,使得并排排布的调整杆能较好地相嵌起来,提高了调整杆之间的接合紧凑度,使得调整杆的调节精确度更高。
14.(2)本实用新型的调整杆通过凸字型限位块的限位作用,能较稳定地排布,保持了调整杆的强度。
附图说明
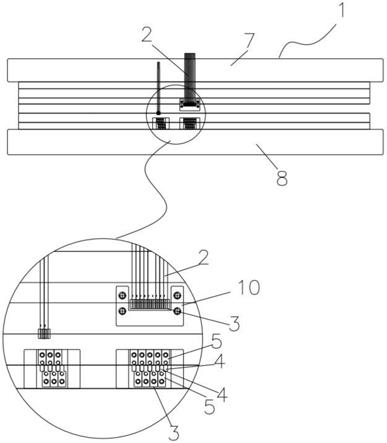
15.图1为本实用新型的一种冲压模具的调整工位结构的结构示意图。
16.图2为本实用新型的凸字型限位块与定位托工作状态的结构示意图。
17.图3为本实用新型的凸字型限位块与定位托工作状态的另一视觉的结构示意图。
18.图4为本实用新型的调整杆排布的示意图。
19.附图标记:
20.模具1;调整杆2;凸字型限位块3;腹部4;翼部5;缺口6;上模7;下模8;模芯9;定位托10;螺牙11。
具体实施方式
21.以下结合具体实施例及附图对本实用新型进行详细说明。
22.实施例
23.本实施例公开的一种冲压模具1的调整工位结构,图1
‑
图4所示,包括模具1,所述模具1内设有若干调整杆2,每个所述调整杆2的一端指向模芯9,另一端设有凸字型限位块3,所述调整杆2排布有两排,两排调整杆2分别呈直线延伸,两排调整杆2中的凸字型限位块3的腹部4错位相嵌,两排调整杆2中的凸字型限位块3的翼部5均朝外。通过凸字型限位块3的腹部4限位作用,能使得各调整杆2能稳定地排布。
24.本实施例中,所述凸字型限位块3与所述调整杆2构成l型,所述凸字型限位块3的腹部4设置在所述凸字型限位块3的外端,从而便于腹部4的错位排布作用
25.本实施例中,所述调整杆2指向所述模芯9的一端设有缺口6,使得调整杆2只针对制件产品的指定局部位置。
26.本实施例中,所述模具1包括上模和下模8,所述调整杆2设置在所述模具1的侧面并指向所述模芯9。本实施例中,所述调整杆2还设置在所述模具1的顶部并从上往下指向所述模芯9,这样有利于调整杆2能全方位地调节模芯9。
27.本实施例中,所述模具1内设置有定位托10,所述若干凸字型限位块3排布在所述定位托10内,这样进一步使得调整杆2都能进一步地稳定放置。
28.本实施例中,所述凸字型限位块3上开设有若干螺牙11,所述螺牙11位于所述凸字型限位块3的翼部5,该凸字型限位块3给螺牙11提供了足够的设置位置,从而保持了螺牙11的强度。
29.最后应当说明的是,以上实施例仅用以说明本实用新型的技术方案,而非对本实用新型保护范围的限制,尽管参照较佳实施例对本实用新型作了详细地说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的实质和范围。
技术特征:
1.一种冲压模具的调整工位结构,其特征在于:包括模具,所述模具内设有若干调整杆,每个所述调整杆的一端指向模芯,另一端设有凸字型限位块,所述调整杆排布有两排,两排调整杆分别呈直线延伸,两排调整杆中的凸字型限位块的腹部错位相嵌,两排调整杆中的凸字型限位块的翼部均朝外。2.根据权利要求1所述的冲压模具的调整工位结构,其特征在于:所述凸字型限位块与所述调整杆构成l型,所述凸字型限位块的腹部设置在所述凸字型限位块的外端。3.根据权利要求1所述的冲压模具的调整工位结构,其特征在于:所述调整杆指向所述模芯的一端开设有缺口。4.根据权利要求1所述的冲压模具的调整工位结构,其特征在于:所述模具包括上模和下模,所述调整杆设置在所述模具的侧面并指向所述模芯。5.根据权利要求1或4所述的冲压模具的调整工位结构,其特征在于:所述调整杆还设置在所述模具的顶部并从上往下指向所述模芯。6.根据权利要求1所述的冲压模具的调整工位结构,其特征在于:所述模具内设置有定位托,所述若干凸字型限位块排布在所述定位托内。7.根据权利要求1所述的冲压模具的调整工位结构,其特征在于:所述凸字型限位块上开设有若干螺牙,所述螺牙位于所述凸字型限位块的翼部。
技术总结
本实用新型涉及冲压模具技术领域,具体涉及一种冲压模具的调整工位结构,包括模具,所述模具内设有若干调整杆,每个所述调整杆的一端指向模芯,另一端设有凸字型限位块,所述调整杆排布有两排,两排调整杆分别呈直线延伸,两排调整杆中的凸字型限位块的腹部错位相嵌,两排调整杆中的凸字型限位块的翼部均朝外,该调整工位结构具有排布紧凑、强度好的优点。强度好的优点。强度好的优点。
技术研发人员:王强 张晨 刘江淮
受保护的技术使用者:浙江普兴电子科技有限公司
技术研发日:2021.06.08
技术公布日:2021/12/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1