一种长料锯切出料装置的制作方法
1.本实用新型涉及长料加工生产线技术领域,尤其涉及一种长料锯切出料装置。
背景技术:
2.棒材和管材等直条状的长料应用范围广泛,形状尺寸种类丰富。在棒材或管材的锯切加工生产线上的收尾阶段通常需要设置出料装置,将锯切好的物料收集存放。但现有的出料装置存在下列问题:一条锯切生产线上通常需要锯切不同尺寸、长度,而现有的出料装置通常无法根据不同长度物料自动调整夹钳或定位装置的位置,影响锯切精度。
3.例如,一种在中国专利文献上公开的“一种棒材切割下料装置”,其公告号cn212385089u,包括机架;机架顶部设置有用于输送棒材的输送面;输送面中部设置有安装锯片的锯片运行槽;位于输送面一侧,且沿锯片运行槽对称设置有用于贴合棒材的升降挡板;位于升降挡板同侧设置有推板,推板垂直于输送面运动方向运动,推板适于推动切割后的棒材推动至输送面外。其不足之处是,该装置仅适用于相同长度的棒材的下料,仅通过输送面的移动调整切割位置,精度较低。
技术实现要素:
4.本实用新型是为了克服现有技术的锯切出料装置适用范围窄,影响精度的问题,提供一种长料锯切出料装置,高效处料,适用物料范围广,锯切精度高。
5.为了实现上述目的,本实用新型采用以下技术方案:
6.一种长料锯切出料装置,包括送料辊和设置在送料辊末端一侧的卸料装置,还包括通过伺服机构沿送料辊长度方向滑动设置的定位装置,所述定位装置包括与送料辊滑动连接的定位架和滑动设置在定位架上的定位块,所述定位块和送料辊之间形成供物料通过的空间。
7.本实用新型的特点在于设置了伺服机构控制的定位装置,当锯床的送料辊向前送料时,定位装置根据所需锯切长度通过伺服机构移动到正确位置,此时定位块靠近送料辊,挡住或压住物料,此时主机开始工作锯切,同时定位块离开送料辊,打开空间;锯切完成后,送料滚继续向前送料,到达送料辊末端时,卸料装置工作(例如卸料油缸推动),定位块再次靠近送料辊,送料辊再次运送,如此循环,达到连续锯切目的。
8.作为优选,所述送料辊末端设有有料感应开关,所述有料感应开关与卸料装置连接。
9.在送料辊末端设置有料感应开关,当物料前端靠近感应开关时,卸料装置工作,适用于不同长度的物料。
10.作为优选,所述送料辊上设有缓冲对射开关,所述送料辊通过调速电机驱动,所述缓冲对射开关与调速电机连接。
11.物料通过缓冲对射开关时,在变频的作用下,工件送料转变为缓送,减少到达定位块时的对其的冲击力,进而提高送料定位的精度。
12.作为优选,所述缓冲对射开关固定在定位架远离卸料装置的一侧。
13.保证前期较高速送料,临近定位架时才变为缓送,保证定位精度的同时,提高送料效率。
14.作为优选,所述送料辊上沿长度方向设有伺服丝杠导轨,所述定位架滑动设置在伺服丝杠导轨上。
15.伺服电机驱动定位架在丝杠导轨上高精度滑动。
16.作为优选,所述送料辊末端远离卸料装置的一侧下方设有成品框,所述卸料装置为输出端朝向成品框的卸料油缸。
17.卸料油缸将物料侧向推离送料辊,物料落入成品框中,方便后续收集搬运。
18.作为优选,所述送料辊末端远离卸料装置的一侧设有朝向成品框倾斜设置的滑板。
19.物料沿滑板下落,准确落入成品框。
20.因此,本实用新型具有如下有益效果:(1)实现连续锯切出料;(2)根据物料长度调节定位位置,保证锯切精度;(3)设置有料感应开关自动卸料;(4)临近定位装置时送料辊降速缓送,减少对定位装置的冲击力,保证定位精度。
附图说明
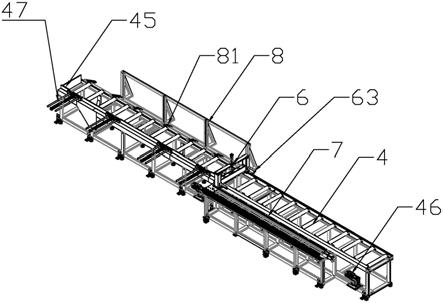
21.图1本实用新型的一种结构示意图。
22.图2为图1的右视图。
23.图中:4、送料辊,45、有料感应开关,46、调速电机,47、卸料油缸,6、定位装置,61、定位架,62、定位块,63、缓冲对射开关,7、伺服丝杠导轨,8、成品框,81、滑板。
具体实施方式
24.下面结合附图与具体实施方式对本实用新型做进一步的描述。
25.如图1、图2所示的实施例1中,一种长料锯切出料装置,包括送料辊4和设置在送料辊4末端一侧下方的成品框8,送料辊4末端远离成品框8的一侧设有卸料油缸47,卸料油缸47输出端朝向成品框8的卸料装置,送料辊4末端靠近成品框8的一侧斜向下设有若干滑板81。送料辊4上沿长度方向设有伺服丝杠导轨7,伺服丝杠导轨7上滑动设有定位装置6,定位装置6包括与伺服丝杠导轨7滑动连接的定位架61和沿竖直方向滑动设置在定位架61上的定位块62,定位架61上沿竖直方向设有定位油缸64,定位油缸64输出端固定在定位块62上,定位块62底部形成供物料通过的空间。送料辊4末端设有有料感应开关45,有料感应开关45与卸料油缸47连接。定位架61远离卸料油缸47的一侧上设有缓冲对射开关63,送料辊4通过调速电机46驱动,缓冲对射开关63与调速电机46连接。
26.送料辊4运送物料,物料通过锯床后,定位块62通过伺服丝杠导轨7,移动到所需尺寸,此时定位块62在定位油缸驱动下下降,物料首先快速移动,当通过缓冲对射开关63时,在变频的作用下,物料送料转变为缓送,减少到达定位块时的冲击力,进而提高送料定位的精度。物料送达定位块62时,物料前端被定位块62阻挡,主机开始工作锯切,同时定位块上升;锯切完成后,送料辊继续向前送料,到末端有料感应开关45时,卸料油缸47工作,将锯切完成品沿滑板81推动到成品框8中,定位块再次下降,送料辊再次送料,如此循环,达到连续
锯切目的。
技术特征:
1.一种长料锯切出料装置,包括送料辊(4)和设置在送料辊(4)末端一侧的卸料装置,其特征是,还包括通过伺服机构沿送料辊(4)长度方向滑动设置的定位装置(6),所述定位装置(6)包括与送料辊(4)滑动连接的定位架(61)和滑动设置在定位架(61)上的定位块(62),所述定位块(62)和送料辊(4)之间形成供物料通过的空间。2.根据权利要求1所述的一种长料锯切出料装置,其特征是,所述送料辊(4)末端设有有料感应开关(45),所述有料感应开关(45)与卸料装置连接。3.根据权利要求1所述的一种长料锯切出料装置,其特征是,所述送料辊(4)上设有缓冲对射开关(63),所述送料辊(4)通过调速电机(46)驱动,所述缓冲对射开关(63)与调速电机(46)连接。4.根据权利要求3所述的一种长料锯切出料装置,其特征是,所述缓冲对射开关(63)固定在定位架(61)远离卸料装置的一侧。5.根据权利要求1所述的一种长料锯切出料装置,其特征是,所述送料辊(4)上沿长度方向设有伺服丝杠导轨(7),所述定位架(61)滑动设置在伺服丝杠导轨(7)上。6.根据权利要求1
‑
5中任意一项所述的一种长料锯切出料装置,其特征是,所述送料辊(4)末端远离卸料装置的一侧下方设有成品框(8),所述卸料装置为输出端朝向成品框(8)的卸料油缸(47)。7.根据权利要求6所述的一种长料锯切出料装置,其特征是,所述送料辊(4)末端远离卸料装置的一侧设有朝向成品框(8)倾斜设置的滑板(81)。
技术总结
本实用新型公开了一种长料锯切出料装置,包括送料辊和设置在送料辊末端一侧的卸料装置,还包括通过伺服机构沿送料辊长度方向滑动设置的定位装置,所述定位装置包括与送料辊滑动连接的定位架和滑动设置在定位架上的定位块,所述定位块和送料辊之间形成供物料通过的空间。本实用新型具有如下有益效果:(1)实现连续锯切出料;(2)根据物料长度调节定位位置,保证锯切精度;(3)设置有料感应开关自动卸料;(4)临近定位装置时送料辊降速缓送,减少对定位装置的冲击力,保证定位精度。保证定位精度。保证定位精度。
技术研发人员:卢益南 王仕群 卢红贝 吕骁斌 吕伟胜 蔡荣
受保护的技术使用者:浙江威力士机械有限公司
技术研发日:2021.06.09
技术公布日:2021/12/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1