一种温控式厚板铝合金等离子弧焊接装置
1.本实用新型涉及焊接技术领域,具体地说是一种温控式厚板铝合金等离子弧焊接装置。
背景技术:
2.目前,在特种焊接领域,针对变极性等离子弧立焊工艺中,由于变极性等离子弧可调参数众多,再加上铝合金这种有色轻金属自身特点,焊接难度大。现有的装备对于薄板铝合金变极性等离子弧焊接应用已经成熟,但是对于焊接厚板铝合金来说却存在很大的问题,焊缝成形差,良品率低。在焊接厚板铝合金时,会存在厚度方向的温度梯度,对熔池的表面张力影响比较大,进而对熔池的稳定性有了很大的影响,从而影响焊缝成形。
技术实现要素:
3.为解决上述问题,本实用新型的目的是提供一种温控式厚板铝合金等离子弧焊接装置。
4.本实用新型为实现上述目的,一种温控式厚板铝合金等离子弧焊接装置,包括底座和立板,立板竖直固定在底座表面一侧的中间部位,立板的表面两侧分别固定有对称的加热基板,加热基板的表面固定有内部中空为气囊腔的气囊板,气囊板的表面固定有多块压板,压板内部中空且与气囊腔连通,压板与加热基板相对的一面设置有多个挤压出气孔,两侧压板的相对边沿分别开口有吹向两块焊接铝合金板焊缝的残渣清理孔,气囊板的底部设置有与气囊腔连通的充气口,加热基板内设置有多条外部包裹陶瓷管的加热电阻丝。
5.进一步地,气囊腔内设置有多条电加热丝,每条电加热丝的两端分别通过耐高温陶瓷管固定,使每条电加热丝悬空支撑在气囊腔内。
6.进一步地,两侧加热基板的下端之间的立板固定有水平的支撑板,且支撑板位于两块焊接铝合金板焊缝的正下方。
7.本实用新型加热到一定温度之后再进行焊接,这样实现了每块较厚的焊接铝合金板正面与背面的温度梯度相差更小,几乎可以忽略不计,减小熔池中的表面张力,有利于得到优质的焊缝,另外,热空气还从残渣清理孔排出,对焊接部位的残渣等进行吹扫清理,由于排出的为热空气,因此不仅不会降低焊缝处温度,反而也更有利于使焊缝处温度与整个焊接铝合金板保持一致,从而进一步保证焊缝的质量。
附图说明
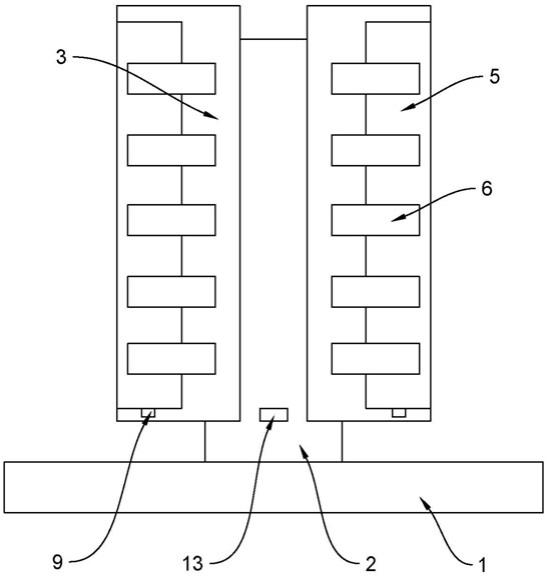
8.图1为本实用新型的主视结构示意图;
9.图2为本实用新型去掉底座的俯视结构示意图。
具体实施方式
10.如图1所示,一种温控式厚板铝合金等离子弧焊接装置,包括底座1和立板2,立板2
竖直固定在底座1表面一侧的中间部位,立板2的表面两侧分别固定有对称的加热基板3,加热基板3的表面固定有内部中空为气囊腔4的气囊板5,气囊板5的表面固定有多块压板6,压板6内部中空且与气囊腔4连通,压板6与加热基板3相对的一面设置有多个挤压出气孔7,两侧压板6的相对边沿分别开口有吹向两块焊接铝合金板焊缝的残渣清理孔8,气囊板5的底部设置有与气囊腔4连通的充气口9,加热基板3内设置有多条外部包裹陶瓷管的加热电阻丝10。
11.为了使焊接铝合金板外表面加热更快,从而提高整个焊接过程的加热速度,气囊腔4内设置有多条电加热丝11,每条电加热丝11的两端分别通过耐高温陶瓷管12固定,使每条电加热丝11悬空支撑在气囊腔4内。
12.为了便于支撑两块焊接铝合金板,两侧加热基板3的下端之间的立板2固定有水平的支撑板13,且支撑板13位于两块焊接铝合金板焊缝的正下方。
13.本实用新型工作原理:使用时,先打开气囊腔4的控制单元,使气囊腔4内充气并从挤压出气孔7、残渣清理孔8排出,从挤压出气孔7排出的空气形成推力,从而将两块插到气囊板5之间的两块焊接铝合金板紧贴基板3,且焊缝对在一起,之后打开温度控制单元,即每个加热电阻丝19通电对各侧基板3加热,基板3受热后均匀给两块焊接铝合金板一面加热,气囊腔4与热的基板3接触,热的基板3将热量散发到气囊腔4,此时从从挤压出气孔7排出的风也为热风,从而使每块焊接铝合金板另一面也进行加热,得到全方位加热,气囊腔4内设置有多条电加热丝11,可在需要时通电发热,从而可以使另一面即外面快速加热,进一步降低两面的温差,加热到一定温度之后再进行焊接,这样实现了每块较厚的焊接铝合金板正面与背面的温度梯度相差更小,几乎可以忽略不计,减小熔池中的表面张力,有利于得到优质的焊缝,另外,热空气还从残渣清理孔8排出,对焊接部位的残渣等进行吹扫清理,由于排出的为热空气,因此不仅不会降低焊缝处温度,反而也更有利于使焊缝处温度与整个焊接铝合金板保持一致,从而进一步保证焊缝的质量。
14.当然,上述说明并非是对本实用新型的限制,本实用新型也并不限于上述举例,本技术领域的普通技术人员,在本实用新型的实质范围内,作出的变化、改变、添加或替换,都应属于本实用新型的保护范围。
技术特征:
1.一种温控式厚板铝合金等离子弧焊接装置,其特征在于:包括底座(1)和立板(2),立板(2)竖直固定在底座(1)表面一侧的中间部位,立板(2)的表面两侧分别固定有对称的加热基板(3),加热基板(3)的表面固定有内部中空为气囊腔(4)的气囊板(5),气囊板(5)的表面固定有多块压板(6),压板(6)内部中空且与气囊腔(4)连通,压板(6)与加热基板(3)相对的一面设置有多个挤压出气孔(7),两侧压板(6)的相对边沿分别开口有吹向两块焊接铝合金板焊缝的残渣清理孔(8),气囊板(5)的底部设置有与气囊腔(4)连通的充气口(9),加热基板(3)内设置有多条外部包裹陶瓷管的加热电阻丝(10)。2.根据权利要求1所述的一种温控式厚板铝合金等离子弧焊接装置,其特征在于:气囊腔(4)内设置有多条电加热丝(11),每条电加热丝(11)的两端分别通过耐高温陶瓷管(12)固定,使每条电加热丝(11)悬空支撑在气囊腔(4)内。3.根据权利要求1所述的一种温控式厚板铝合金等离子弧焊接装置,其特征在于:两侧加热基板(3)的下端之间的立板(2)固定有水平的支撑板(13),且支撑板(13)位于两块焊接铝合金板焊缝的正下方。
技术总结
一种温控式厚板铝合金等离子弧焊接装置,包括底座和立板,立板竖直固定在底座表面一侧的中间部位,立板的表面两侧分别固定有对称的加热基板,加热基板的表面固定有内部中空为气囊腔的气囊板,气囊板的表面固定有多块压板,压板内部中空且与气囊腔连通,压板与加热基板相对的一面设置有多个挤压出气孔,两侧压板的相对边沿分别开口有吹向两块焊接铝合金板焊缝的残渣清理孔,气囊板的底部设置有与气囊腔连通的充气口,加热基板内设置有多条外部包裹陶瓷管的加热电阻丝。本实用新型使每块较厚的焊接铝合金板正面与背面的温度梯度相差更小,减小熔池中的表面张力,有利于得到优质的焊缝。缝。缝。
技术研发人员:白雪宇 韩永全 郎瑞卿
受保护的技术使用者:内蒙古工业大学
技术研发日:2021.06.21
技术公布日:2021/12/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1