镜片安装卷边旋压膜的制作方法
1.本实用新型设计一种旋压膜,具体涉及一种镜片安装卷边旋压膜。
背景技术:
2.目前金属镜片的安装方法一般有二种,一种是用强力胶粘结,另一种是先将镜片放入套内然后用机械缩边方法收口。第一种方法由于胶水的时效性,时间久了镜片容易脱落,因此及大部分企业采用第二种方法安装镜片。
3.机械式收口常用方法是镜片放入镜套内后直接夹持在仪表车床的弹簧夹头上,在刀架上安装一个滚轮,在镜子旋转状态下,用刀架上的滚轮压制镜套的外延以达到收口的效果,该方法容易产生的问题是:1、镜子、镜套的尺寸变化会导致镜子夹破;2、只有一个滚轮,压制只有一个受力点,收口区容易起皱,影响表面质量;3、操作时,需按照装镜片、夹持、开机、进滚轮、关机、退滚轮、取镜子等多个步骤,比较繁复,工作效率较低。
技术实现要素:
4.针对现有技术中存在的问题,本实用新型设计的目的在于提供一种镜片安装卷边旋压膜,该旋压膜在保证高效的同时还能有效避免镜片的破损。
5.本实用新型通过以下技术方案加以实现:
6.所述的镜片安装卷边旋压膜,其特征在于包括安装在台钻上的旋压头、固定安装在台钻工作台上的定位块,所述旋压头上设置有用于配合台钻主轴的中孔,所述中孔为2号莫氏锥孔,所述定位块内设置有用于放置镜片组件的定位圈,所述旋压头上设置有与镜片组件配合使用旋压组件。
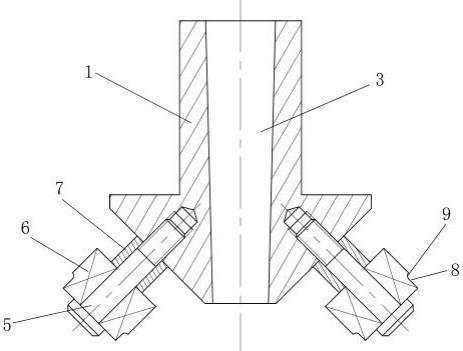
7.进一步地,所述旋压组件包括反螺纹轴、滚针轴承,所述反螺纹轴倾斜设置在旋压头上,滚针轴承套接设置在反螺纹轴远离旋压头的一端上,所述滚针轴承与旋压头之间的反螺纹轴上套接设置有衬套。反螺纹的设置是为了防止旋压头的松脱,轴承倾斜设置一方面可以实现卸一部分轴向力以保证使用寿命,另一方面还可有效避免轴承安装系统与镜片安装头的干涉。
8.进一步地,所述旋压组件设置3-4组,均布设置在旋压头上。设置3-4个旋压组件可有效确保旋压过程中的稳定性。
9.进一步地,所述滚针轴承采用外圈加厚的滚针轴承,所述滚针轴承远离衬套的一端车制有卷边台阶,所述卷边台阶的根部车制有圆弧部,所有滚针轴承的圆弧部所在的平面与2号莫氏锥孔的轴向相垂直。
10.滚针轴承的使用便于轴承的滚动形成旋压的效果,滚针轴承的外圈加厚是为了车制卷边台阶,并在台阶的根部车制圆弧部,以确保卷边后镜片套边缘光滑不刺手。
11.进一步地,所述镜片组件包括镜片、镜片套及镜子安装头,所述定位块的安装圈与台钻主轴同心。
12.进一步地,所述定位块的底面与镜面安装面的平行度一致。
13.本实用新型工件不用夹持直接放在定位块内凹的定位圈内以避免夹持导致的镜子破损。用3到4个滚轮旋压,多个受力点收口区不易起皱。用气动控制旋压头的行程,气缸控制脚踩开关,仪表车床改为台式钻床,操作时钻床采用常开,这样操作工用手的步骤减少了一半多,能大幅度提高工作效率。
14.本实用新型通过将旋压头与台钻进行结合,确保提高效率的同时还可有效避免镜片的破损,反螺纹轴的设置,防止旋压头松脱,提高使用的安全性,弧形部的设置,便于对镜片套的边缘进行缩口旋压,确保产品表面光滑,提高产品质量。
附图说明
15.图1-图2为本实用新型镜片套结构示意图;
16.图3-图4为镜片安装到镜片套上的结构示意图;
17.图5为旋压头的结构示意图;
18.图6为三个安装面的旋压头零件图;
19.图7为定位块零件图;
20.图8为图7的侧视图;
21.图9为本实用新型整体结构示意图;
22.图中,1-旋压头,2-定位块,3-中孔,4-定位圈,5-反螺纹轴,6-滚针轴承,7-衬套,8-卷边台阶,9-圆弧部,10-镜片,11-镜片套,12-镜子安装头,13-镜片安装面。
具体实施方式
23.以下结合说明书附图对本实用新型做进一步详细描述,以更好地理解本技术方案。
24.如图1-9所示,本实用新型一种镜片安装卷边旋压膜,包括安装在台钻上的旋压头1、固定安装在台钻工作台上的定位块2,旋压头1上设置有用于配合台钻主轴的中孔3,该中孔3为2号莫氏锥孔,定位块2内设置有用于放置镜片组件的定位圈4,旋压头1上设置有与镜片组件配合使用旋压组件。
25.为确保旋压稳定性,旋压组件设置3-4组,均布设置在旋压头1上,每组旋压组件均包括反螺纹轴5、滚针轴承6,滚针轴承6采用反螺纹轴5安装在旋压头1上主要是为了防止旋压头1松脱,反螺纹轴5倾斜设置在旋压头1上,滚针轴承6套接设置在反螺纹轴5远离旋压头1的一端上,该倾斜设置的反螺纹轴5,一是可以卸一部分轴向力以保证使用寿命,二是可以避免轴承安装系统与镜子安装轴的干涉,滚针轴承6与旋压头1之间的反螺纹轴5上套接设置有衬套7。采用滚针轴承6是利用轴承的滚动以形成旋压效果,滚针轴承6远离衬套7的一端车制有卷边台阶8,卷边台阶8的根部车制有圆弧部9,滚针轴承6的圆弧部9所在的平面与2号莫氏锥孔的轴向相垂直,旋压头1采用外圈加厚的滚针轴承6,主要是为了车制卷边台阶8,并在台阶的根部车制圆弧以确保卷边后镜片套11边缘光滑不刺手。镜片组件包括镜片10、镜片套11及镜子安装头12,定位块2的定位圈4与台钻主轴同心,且定位块2的底面与镜面安装面的平行度一致。定位块2安装在台钻的工作台上,必须保证定位块2的定位圈4与台钻主轴同心,加工定位块2时必须保证底面与镜片安装面13的平行度,安装轴承时必须保证几个轴承的车制台阶的根部所决定的平面与2号莫氏锥孔的周线垂直。
26.本实用新型工作原理及过程:卸去台钻的钻夹头,换旋压头1,定位块2用螺钉或压板固定在台钻的工作台上。先将镜片10放入镜片套11中,随即放在定位块2的定位圈4内;开动台钻,向下拉主轴,带动旋压头1下压,当镜片套11上沿碰到轴承车制台阶后,轴承开始滚动,镜片套11上沿向内均匀收缩,当镜片套11上沿碰到轴承车制台阶根部圆弧部9时开始收边,以保证口子手感良好即可。
技术特征:
1.镜片安装卷边旋压膜,其特征在于包括安装在台钻上的旋压头(1)、固定安装在台钻工作台上的定位块(2),所述旋压头(1)上设置有用于配合台钻主轴的中孔(3),所述中孔(3)为2号莫氏锥孔,所述定位块(2)内设置有用于放置镜片组件的定位圈(4),所述旋压头(1)上设置有与镜片组件配合使用旋压组件。2.如权利要求1所述的镜片安装卷边旋压膜,其特征在于所述旋压组件包括反螺纹轴(5)、滚针轴承(6),所述反螺纹轴(5)倾斜设置在旋压头(1)上,滚针轴承(6)套接设置在反螺纹轴(5)远离旋压头(1)的一端上,所述滚针轴承(6)与旋压头(1)之间的反螺纹轴(5)上套接设置有衬套(7)。3.如权利要求2所述的镜片安装卷边旋压膜,其特征在于所述旋压组件设置3-4组,均布设置在旋压头(1)上。4.如权利要求2所述的镜片安装卷边旋压膜,其特征在于所述滚针轴承(6)采用外圈加厚的滚针轴承,所述滚针轴承(6)远离衬套(7)的一端车制有卷边台阶(8),所述卷边台阶(8)的根部车制有圆弧部(9),所有滚针轴承(6)的圆弧部(9)所在的平面与2号莫氏锥孔的轴向相垂直。5.如权利要求1所述的镜片安装卷边旋压膜,其特征在于所述镜片组件包括镜片(10)、镜片套(11)及镜子安装头(12),所述定位块(2)的定位圈(4)与台钻主轴同心。6.如权利要求5所述的镜片安装卷边旋压膜,其特征在于所述定位块(2)的底面与镜面安装面的平行度一致。
技术总结
本实用新型公开了一种镜片安装卷边旋压膜,包括安装在台钻上的旋压头、固定安装在台钻工作台上的定位块,旋压头上设置有用于配合台钻主轴的中孔,中孔为2号莫氏锥孔,定位块内设置有用于放置镜片组件的定位圈,旋压头上设置有与镜片组件配合使用旋压组件。本实用新型结构新颖、设计合理,通过将旋压头与台钻进行结合,确保提高效率的同时还可有效避免镜片的破损,反螺纹轴的设置,防止旋压头松脱,提高使用的安全性,弧形部的设置,便于对镜片套的边缘进行缩口旋压,确保产品表面光滑,提高产品质量。质量。质量。
技术研发人员:章建海 杨晓玲 王洪昌 刘通 章俊杰 周洋
受保护的技术使用者:杭州富阳优拓工具有限公司
技术研发日:2021.06.23
技术公布日:2022/2/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1