一种用于加工轧辊扁面倒棱的专用铣刀的制作方法
1.本实用新型涉及机械加工领域,尤其是一种用于加工轧辊扁面倒棱的专用铣刀。
背景技术:
2.轧辊是轧钢机不可缺少的零件,轧辊的中部为基准轴,两头通常为了装配和传动作用,做成扁面,轧辊扁面存在倒棱,为满足客户对于轧辊扁面外观需求,通常需对轧辊扁面进行倒棱,现倒棱没有工具,通常是人工进行倒棱,无法保证倒棱尺寸,造成轧辊扁面外观不统一,无法满足客户需求。
技术实现要素:
3.本实用新型需要解决的技术问题是提供一种用于加工轧辊扁面倒棱的专用铣刀,加工效率高,加工外观质量好。
4.为解决上述技术问题,本实用新型所采用的技术方案是:一种用于加工轧辊扁面倒棱的专用铣刀,包括刀柄,所述刀柄的端部可拆卸固定设置有刀体,所述刀体的前端设置有圆弧形的切削刃,所述切削刃的圆弧半径采用r10、r15、r20或r25任一种规格,所述切削刃的圆弧半径大于轧辊扁面所需倒棱半径0.5-1mm,所述切削刃的轴向长度尺寸为3mm。
5.本实用新型技术方案的进一步改进在于:所述刀柄的端部通过螺纹可拆卸固定连接刀体。
6.由于采用了上述技术方案,本实用新型取得的技术进步是:
7.本实用新型设置的铣刀适用于轧辊扁面倒棱的加工,通过刀体的切削刃圆弧尺寸和轴向长度尺寸两个关键尺寸的调整来满足轧辊扁面倒棱的加工,机床带动铣刀对轧辊扁面进行倒棱加工,替代人工手动打磨,加工效率高,加工外观质量好。
附图说明
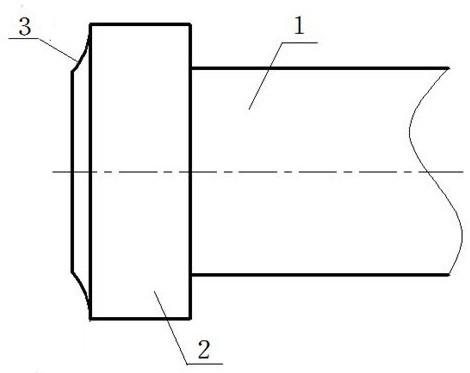
8.图1是本实用新型整体结构示意图;
9.图2是本实用新型工作示意图;
10.其中,1、刀柄,2、刀体,3、切削刃,4、轧辊扁面。
具体实施方式
11.下面结合实施例对本实用新型做进一步详细说明:
12.如图1至图2所示,一种用于加工轧辊扁面倒棱的专用铣刀,包括刀柄1,所述刀柄1的端部可拆卸固定设置有刀体2,优选的,所述刀柄1的端部通过螺纹可拆卸固定连接刀体2。所述刀体2的前端设置有圆弧形的切削刃3,所述切削刃3的圆弧半径采用r10、r15、r20或r25任一种规格,所述切削刃3的圆弧半径大于轧辊扁面4所需倒棱半径0.5-1mm,所述切削刃3的轴向长度尺寸为3mm。
13.具体使用方法:根据轧辊扁面4所需倒棱的尺寸,选择切削刃3的圆弧半径,保证切
削刃3的圆弧半径大于轧辊扁面4所需倒棱半径0.5-1mm,避免因过切造成扁面和外圆出台,然后将刀体2与刀柄1进行连接,将刀柄1与机床传动轴进行连接,开启机床,进行轧辊扁面4的倒棱加工。通过切削刃3圆弧尺寸和轴向长度尺寸两个关键尺寸的调整来满足轧辊扁面4倒棱的加工,机床带动铣刀对轧辊扁面4进行倒棱加工,替代人工手动打磨,加工效率高,加工外观质量好。
技术特征:
1.一种用于加工轧辊扁面倒棱的专用铣刀,其特征在于:包括刀柄(1),所述刀柄(1)的端部可拆卸固定设置有刀体(2),所述刀体(2)的前端设置有圆弧形的切削刃(3),切削刃(3)的圆弧半径采用r10、r15、r20或r25任一种规格,所述切削刃(3)的圆弧半径大于轧辊扁面(4)所需倒棱半径0.5-1mm,所述切削刃(3)的轴向长度尺寸为3mm。2.根据权利要求1所述的一种用于加工轧辊扁面倒棱的专用铣刀,其特征在于:所述刀柄(1)的端部通过螺纹可拆卸固定连接刀体(2)。
技术总结
本实用新型公开了一种用于加工轧辊扁面倒棱的专用铣刀,包括刀柄,所述刀柄的端部可拆卸固定设置有刀体,所述刀体的前端设置有圆弧形的切削刃,所述切削刃的圆弧半径采用R10、R15、R20或R25任一种规格,所述切削刃的圆弧半径大于轧辊扁面所需倒棱半径0.5-1mm,所述切削刃的轴向长度尺寸为3mm,本实用新型通过刀体的切削刃圆弧尺寸和轴向长度尺寸两个关键尺寸的调整来满足轧辊扁面倒棱的加工,机床带动铣刀对轧辊扁面进行倒棱加工,替代人工手动打磨,加工效率高,加工外观质量好。加工外观质量好。加工外观质量好。
技术研发人员:胡少杰 袁慈 董晓蕊
受保护的技术使用者:中钢集团邢台机械轧辊有限公司
技术研发日:2021.06.25
技术公布日:2022/2/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1