一种传递模下料后同工步直接旋转装置的制作方法
1.本实用新型属于模具技术领域,尤其是涉及到一种汽车冲压件模具下料后同工步直接旋转机构。
技术背景
2.在汽车冲压件制造工序中,通常需要将冲压件旋转至一定角度再进行冲压,而现有常见的工件的旋转方法是由机械手将切断的料片,直接输送到下一步工序,由单独一个工步做旋转动作,这样不仅量产生命周期长,且需要单独去开发新的模具,成本较高。
技术实现要素:
3.本实用新型需要解决的技术问题是:基于现有常用的单独一个工序做旋转动作,本实用新型提供一种汽车冲压件传递模具下料后同工步直接旋转机构。
4.为解决上述技术问题,本实用新型采用的技术方案如下:
5.一种传递模下料后同工步直接旋转装置,包括送料机构、推料机构和旋转机构,所述推料机构位于送料机构一侧,所述旋转机构位于送料机构的下料端;
6.所述送料机构包括导料板、弹簧压料销和工艺缺口冲头,所述导料板位于卷料两侧,所述弹簧压料销位于导料板末端,所述工艺缺口冲头位于落料线和弹簧压料销之间;
7.所述推料机构包括气缸、推料块和导轨固定块,所述气缸位于导料板一侧,所述推料块置于导轨之上,且与所述气缸的推杆相连接,所述导轨固定块置于导轨两头;
8.所述旋转机构包括弹簧顶料销、浮料块和活动管位,所述弹簧顶料销位于设有工艺缺口冲头一侧的导料板末端,所述浮料块位于送料机构下料端一侧,所述活动管位位于设有所述推料机构一侧的导料板末端,其自由端设有复位弹簧和限位槽。
9.与现有技术相比,本实用新型的有益效果是:1.减少一个单独旋转工序,降低设备成本;2.缩短量产生命周期,使得生产效率提高。
附图说明
10.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
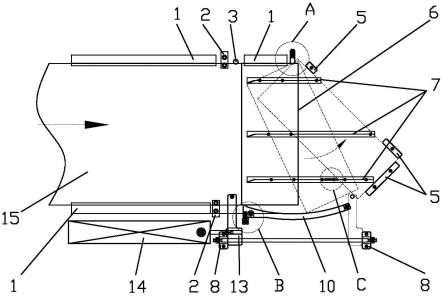
11.图1为传递模下料后同工步直接旋转装置结构示意图;
12.图2为传递模下料后同工步直接旋转装置的旋转机构的弹簧顶料销的放大示意图;
13.图3为传递模下料后同工步直接旋转装置的旋转机构的活动管位自由端放大示意图。
14.图4为传递模下料后同工步直接旋转装置的浮料块上的防退料管位结构剖视图。
具体实施方式
15.如图1所示,传递模下料后同工步直接旋转装置包括送料机构、推料机构和旋转机构;送料机构包括导料板1、弹簧压料销2和工艺缺口冲头3,导料板1位于卷料15两侧,弹簧压料销2位于下料端导料板1的前端,工艺缺口冲头位于落料线和弹簧压料销之间,在料片6下落之前,通过工艺缺口冲头3在料片侧边冲出一个与弹簧顶料销4末端外形相似的缺口,使料片以弹簧顶料销4的末端为中心旋转,弹簧压料销2主要是压住卷料15靠近或贴在下模板上,给推料块13 复位时留出空间。推料机构包括气缸14、推料块13和导轨固定块8,气缸14位于导料板1一侧,推料块13置于导轨之上,且与气缸14 的推杆相连接,导轨固定块8置于导轨两头,通过导轨固定块8对推料块13进行定位,以便复位时能准确停在料片6的后面,在推料时,推料块13行至末端导轨固定块处8,将料片6推至所需的旋转角度。
16.旋转机构包括弹簧顶料销4、浮料块7和活动管位10,弹簧顶料销4位于工艺缺口冲头3一侧的导料板1末端,浮料块7位于送料机构下料端一侧,活动管位10位于设有推料机构一侧的导料板1末端,旋转机构在推料机构作用下将料片6旋转至所述挡料块5处;浮料块 7上还设有防退料管位9,防退料管位9由可转动的插销固定于浮料块槽口内,当料片6通过时,防退料管位围绕可转动的插销在浮料块的槽口内转动,当料片过了防退料管位时,通过自身重力,在靠近料片的一端上浮,防止料片6退回;为使料片在浮料块7上放置更稳定,在浮料块7上安装了若干磁铁;活动管位10自由端设有复位弹簧12 和限位槽11,通过复位弹簧提12供的弹力,使料片6在旋转过程中,料片6上的工艺缺口不脱离弹簧顶料销4,围绕弹簧顶料销4末端旋转至挡料块5处。
17.上述组装设备工作原理如下:
18.卷料15通过导料板1送至落料线处,模具闭合,卷料15在落料线处完成落料,然后模具打开。同时,料片6随浮料块7上浮8mm,弹簧压料销2压住卷料15靠近或贴在下模板上,动力源气缸14推动推料块13,推料块13带动料片6以弹簧顶料销4末端为中心旋转,直至推料块13行至导轨上另一端导轨固定块8处,此时料片6被送至旋转机构的挡料块5处,防退料管位9上浮,防止料片退回,然后推料块13复位,机械手抓取旋转后的料片6送往下一工步,防退料管位9复位,一套完整的工序完成。
19.对这些实施例的多种修该对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
技术特征:
1.一种传递模下料后同工步直接旋转装置,其特征在于:包括送料机构、推料机构和旋转机构,所述推料机构位于送料机构一侧,所述旋转机构位于送料机构的下料端;所述送料机构包括导料板、弹簧压料销和工艺缺口冲头,所述导料板位于卷料两侧,所述弹簧压料销位于导料板末端,所述工艺缺口冲头位于落料线和弹簧压料销之间;所述推料机构包括气缸、推料块和导轨固定块,所述气缸位于导料板一侧,所述推料块置于导轨之上,且与所述气缸的推杆相连接,所述导轨固定块置于导轨两头;所述旋转机构包括弹簧顶料销、浮料块和活动管位,所述弹簧顶料销位于设有工艺缺口冲头一侧的导料板末端,所述浮料块位于送料机构下料端一侧,所述活动管位位于设有所述推料机构一侧的导料板末端,其自由端设有复位弹簧和限位槽。2.根据权利要求1所述的同工步直接旋转装置,其特征在于,所述旋转装置上设有挡料块,所述挡料块与旋转后料片的侧边重合。3.根据权利要求1所述的同工步直接旋转装置,其特征在于,所述浮料块上设有防退料管位,所述防退料管位由可转动的插销固定于浮料块槽口内。4.根据权利要求1所述的同工步直接旋转装置,其特征在于,所述的浮料块上设有磁铁。
技术总结
本实用新型为了解决现有技术中传递模料片旋转工序费时长,导致生产效率低的技术问题,提供了一种传递模下料后同工步直接旋转装置,该装置包括送料机构、推料机构,旋转机构,所述推料机构置于所述送料机构一侧,所述旋转机构位于送料机构下料端,在推料机构作用下,料片在所述旋转机构上旋转至挡料块处,然后被机械手送至下一工序。该装置在模具闭合、开模一个工序内同时完成冲压件的旋转,缩短了工序时间,提高了生产效率。提高了生产效率。提高了生产效率。
技术研发人员:张涛 徐思晗
受保护的技术使用者:武汉日晗精密机械有限公司
技术研发日:2021.07.02
技术公布日:2022/6/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1