一种全自动管道焊接轨道精确定位装置的制作方法
1.本实用新型属于管道焊接技术领域,具体地说,尤其涉及一种全自动管道焊接轨道精确定位装置。
背景技术:
2.随着国家对清洁能源需求的不断增长和国家管网公司的成立,以及对x70、x80及以上高钢级材质认知的加深,传统的手工焊半自动焊难以满足高质量的要求。主要表现在工艺性上,传统的半自动焊接坡口形式为v型且焊接速度慢,热输输入量大,焊接线能量高,晶粒粗大,韧性降低。而管道全自动焊接技术可保证环焊缝焊接接头的强度、韧性(全焊缝拉伸试验、夏比冲击试验、ctod试验)等综合性能优良,且可显著提高焊接效率、降低劳动强度,使管道的安全可靠性更高。
3.现有的全自动管道焊接在轨道安装时只是使用简单的测量装置固定轨道位置,并需要不断敲打去移动轨道,轨道安装耗时长,而且在安装固定的过程中,如果上方的轨道位置已经固定好了,但是在固定下方位置的敲打过程中,上方的轨道也会产生偏差,导致定位不够精准。
技术实现要素:
4.针对现有技术存在的不足,本实用新型提供一种全自动管道焊接轨道精确定位装置,可以保证焊接轨道的精确定位,保证误差小于0.2mm,提升了焊接时人工微调准确率,而且提高了轨道安装的效率,降低了对焊工技能的要求。
5.本实用新型的目的可以通过以下技术方案实现:一种全自动管道焊接轨道精确定位装置,包括底座,所述底座上设置有卡座,所述底座和卡座之间开有槽口,所述底座和槽口之间形成弧形剖口,所述底座上设置有支架和左侧抵触架,所述支架上转动连接有卡轮,所述卡轮为椭圆形,所述底座内套接有右侧抵触架,所述右侧抵触架通过驱动机构能够相对底座前后移动,所述驱动机构的另一端伸出底座外侧并与手轮相固接。
6.进一步的,所述卡轮的长轴与短轴之间比例大于2。
7.进一步的,所述支架为凹型,所述卡轮通过转轴转动连接于支架的凹槽中,所述转轴一端伸出于支架并固接有转动座,所述转动座上可拆卸连接有转动扳手。
8.进一步的,所述驱动机构为螺杆。
9.进一步的,所述底座、卡座、支架、左侧抵触架为一体成型结构。
10.进一步的,所述槽口的底面与左侧抵触架之间的距离等于焊口与轨道左侧边之间的距离。
11.本实用新型的有益效果:
12.1、本实用新型通过左侧抵触架和右侧抵触架相互配合即可实现不同宽度的焊接轨道的卡紧;
13.2、本实用新型可以保证焊接轨道的精确定位,保证误差小于0.2mm,而且提高了轨
道安装的效率,降低了对焊工技能的要求。
附图说明
14.为了便于本领域技术人员理解,下面结合附图对本实用新型作进一步的说明。
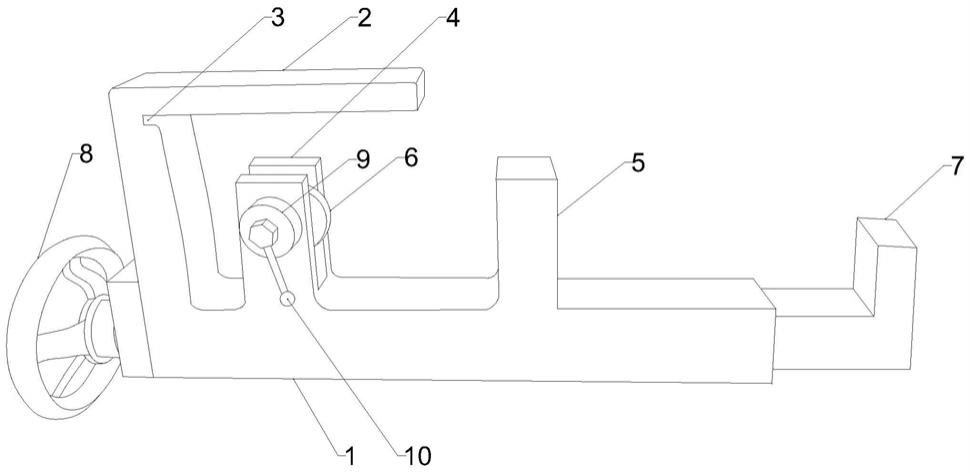
15.图1是本实用新型的结构示意图;
16.图2是图1中卡轮的正视图;
17.图3是本实用新型使用状态的结构示意图。
18.图中:1、底座;2、卡座;3、槽口;4、支架;5、左侧抵触架;6、卡轮;7、右侧抵触架;8、手轮;9、转动座;10、转动扳手;11、管道;12、轨道。
具体实施方式
19.下面结合附图对本实用新型进一步说明:如说明书附图中的图1至图3所示,一种全自动管道焊接轨道精确定位装置,包括底座1,所述底座1上设置有卡座2,所述底座1和卡座2之间开有槽口3,所述底座1和槽口3之间形成弧形剖口,所述底座1上设置有支架4和左侧抵触架5,所述支架4上转动连接有卡轮6,所述卡轮6为椭圆形,所述底座1内套接有右侧抵触架7,所述右侧抵触架7通过驱动机构能够相对底座1前后移动,所述驱动机构的另一端伸出底座1外侧并与手轮8相固接。
20.进一步的,所述卡轮6的长轴与短轴之间比例大于2。
21.进一步的,所述支架4为凹型,所述卡轮6通过转轴转动连接于支架4的凹槽中,所述转轴一端伸出于支架4并固接有转动座9,所述转动座9上可拆卸连接有转动扳手10。
22.进一步的,所述驱动机构为螺杆。
23.进一步的,所述底座1、卡座2、支架4、左侧抵触架5为一体成型结构。
24.进一步的,所述槽口3的底面与左侧抵触架5之间的距离等于焊口与轨道左侧边之间的距离。
25.实施例:
26.如图3所示,右侧抵触架7为l型,一边套入底座1中,驱动机构为螺杆,螺杆与右侧抵触架7螺纹连接,螺杆通过手轮8驱动,从而实现右侧抵触架7相对底座1发生伸缩,从而实现左侧抵触架5和右侧抵触架7之间距离的可调,即实现不同宽度的轨道12的卡紧。
27.使用时,焊口的包边卡入槽口3中,左侧抵触架5和右侧抵触架7相互配合实现轨道12的卡住。转动座9上可拆卸连接有转动扳手10。比如转动座9上开有内六角孔,通过内六角扳手作为转动扳手10就可以实现可拆卸连接。不用的时候可以将转动扳手10收纳起来,不用担心转动扳手固定在转动座9上而导致碍事。使用时,用内六角扳手即可实现卡轮6的转动。因为卡轮6为椭圆形,卡轮6的长轴与短轴之间比例大于2形成扁椭圆,这样可以实现的固定范围就更加广泛。使用4个本实用新型,分别位于管道11的上下左右四个方位,即可以保证焊接轨道的精确定位,保证误差小于0.2mm,提升了焊接时人工微调准确率,而且提高了轨道安装的效率,降低了对焊工技能的要求。
28.以上内容仅仅是对本实用新型结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
技术特征:
1.一种全自动管道焊接轨道精确定位装置,其特征在于:包括底座,所述底座上设置有卡座,所述底座和卡座之间开有槽口,所述底座和槽口之间形成弧形剖口,所述底座上设置有支架和左侧抵触架,所述支架上转动连接有卡轮,所述卡轮为椭圆形,所述底座内套接有右侧抵触架,所述右侧抵触架通过驱动机构能够相对底座前后移动,所述驱动机构的另一端伸出底座外侧并与手轮相固接。2.根据权利要求1所述的一种全自动管道焊接轨道精确定位装置,其特征在于:所述卡轮的长轴与短轴之间比例大于2。3.根据权利要求1所述的一种全自动管道焊接轨道精确定位装置,其特征在于:所述支架为凹型,所述卡轮通过转轴转动连接于支架的凹槽中,所述转轴一端伸出于支架并固接有转动座,所述转动座上可拆卸连接有转动扳手。4.根据权利要求1所述的一种全自动管道焊接轨道精确定位装置,其特征在于:所述驱动机构为螺杆。5.根据权利要求1所述的一种全自动管道焊接轨道精确定位装置,其特征在于:所述底座、卡座、支架、左侧抵触架为一体成型结构。6.根据权利要求1所述的一种全自动管道焊接轨道精确定位装置,其特征在于:所述槽口的底面与左侧抵触架之间的距离等于焊口与轨道左侧边之间的距离。
技术总结
本实用新型属于管道焊接技术领域,具体地说,尤其涉及一种全自动管道焊接轨道精确定位装置,包括底座,所述底座上设置有卡座,所述底座和卡座之间开有槽口,所述底座和槽口之间形成弧形剖口,所述底座上设置有支架和左侧抵触架,所述支架上转动连接有卡轮,所述卡轮为椭圆形,所述底座内套接有右侧抵触架,所述右侧抵触架通过驱动机构能够相对底座前后移动,所述驱动机构的另一端伸出底座外侧并与手轮相固接。本实用新型可以保证焊接轨道的精确定位,保证误差小于0.2mm,提升了焊接时人工微调准确率,而且提高了轨道安装的效率,降低了对焊工技能的要求。焊工技能的要求。焊工技能的要求。
技术研发人员:文学 钱建康 汪宏辉 刘兴邦 付民 汪强 王志航 汤克刚
受保护的技术使用者:中石化石油工程技术服务有限公司
技术研发日:2021.07.07
技术公布日:2022/1/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1