一种钎焊硬质合金环形槽三面刃成型铣刀的制作方法
1.本实用新型涉及铣刀技术领域,尤其涉及一种钎焊硬质合金环形槽三面刃成型铣刀。
背景技术:
2.在机械加工领域,加工回转体端面环形槽或者非回转体的端面环形槽,环形槽底有r型倒角要求,环形槽槽口棱边需要倒角处理,通常使用键槽铣刀、槽底专用r型倒角刀,槽口专用r型倒角刀等多种刀具编程加工;零件需再可编程的数控加工中心机床加工,加工时间长,加工槽型圆柱度差,槽低r型倒角及槽口两侧倒角均需设计专用非标刀具加工,加工工序繁琐,加工节拍长,加工精度差,增加零件废品率,从而增加加工成本。
技术实现要素:
3.本实用新型的目的在于提供一种钎焊硬质合金环形槽三面刃成型铣刀,以解决上述技术问题。
4.为实现上述目的本实用新型采用以下技术方案:
5.一种钎焊硬质合金环形槽三面刃成型铣刀,包括刀体、刀齿、刀柄,所述刀体开设有单直内冷却盲孔及用于机床夹持的削平型刀柄;所述刀齿为硬质合金刀片钎焊于刀体之上。
6.优选的:刀体与刀柄为一体钢件结构,刀体左端部开设有直径φ 53mm、深10mm台孔,台孔的径向圆周留有四个均分钢体,硬质合金刀片分别焊接于钢体之上形成切削刀齿,刀体沿径向开设有100
°
排屑槽。
7.优选的:刀体沿轴向开设有单直内冷却盲孔,刀体在台孔处沿径向开设有径向斜45
°
出水孔。
8.优选的:刀齿由矩形刀齿及斜10
°
倒角组成,刀齿的硬质合金刀片分别均布钎焊于刀体环形台孔周边之上,每片刀齿开设有沿径向 5mm宽、沿轴向2.75mm长矩形刀齿,矩形刀齿的两侧开设有r0.6圆弧倒角,矩形刀齿的端部开设有r0.3断屑槽,矩形刀齿的根部沿两侧径向分别磨削有斜10
°
倒角,斜10
°
倒角与矩形刀齿两侧的轴向方向交点处开设有r0.2圆弧倒角。
9.优选的:矩形刀齿外径为φ62mm,矩形刀齿的内径尺寸为φ52mm。
10.优选的:刀体与刀柄之间设置有退刀槽,刀柄为削平型刀柄。
11.与现有技术相比,本实用新型具有以下优点:本实用新型将非标专用刀具组合成一体的专用刀具,对于回转体零件及非回转体零件的端面环形槽均可加工,在一次加工过程中同时完成铣削、倒角等工序;钎焊硬质合金结构不仅提高了刀具寿命,又降低了产品加工成本,减少对机床的复杂性要求,适用于多种通用机床加工,无需复杂的机床编程,保证多种被加工特征一次性成型加工,保证加工质量,提高加工节拍,有效减少企业机床投入。
附图说明
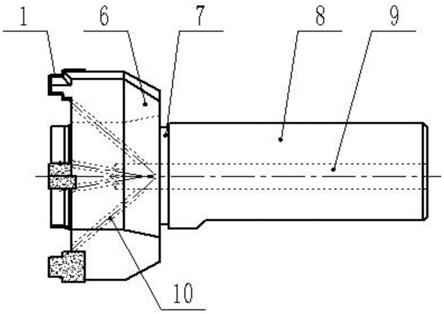
12.图1是本实用新型结构示意图;
13.图2是图1的刀齿部分左视图;
14.图3是图1的刀齿部分局部放大图;
15.1-刀齿;2-r0.3断屑槽;3-r0.6圆弧倒角;4-r0.2圆弧倒角;5-斜
16.10
°
倒角;6-刀体;7-退刀槽;8-刀柄;9-单直内冷却盲孔;10-径向斜45
°
出水孔;11-100
°
排屑槽。
具体实施方式
17.下面结合附图和具体实施例对本实用新型作进一步详细阐述。
18.一种钎焊硬质合金环形槽三面刃成型铣刀,包括刀体6、刀齿1、刀柄8,所述刀体6开设有单直内冷却盲孔9及用于机床夹持的削平型刀柄8;所述刀齿1为硬质合金刀片钎焊于刀体6之上。
19.刀体6与刀柄8为一体钢件结构,刀体6左端部开设有直径φ 53mm、深10mm台孔,台孔的径向圆周留有四个均分钢体,硬质合金刀片分别焊接于钢体之上形成切削刀齿,刀体6沿径向开设有100
°
排屑槽11。
20.刀体6沿轴向开设有单直内冷却盲孔9,刀体6在台孔处沿径向开设有径向斜45
°
出水孔10。
21.刀齿1由矩形刀齿及斜10
°
倒角5组成,刀齿的硬质合金刀片分别均布钎焊于刀体环形台孔周边之上,每片刀齿开设有沿径向5mm宽、沿轴向2.75mm长矩形刀齿,矩形刀齿的两侧开设有r0.6圆弧倒角3,矩形刀齿的端部开设有r0.3断屑槽2,矩形刀齿的根部沿两侧径向分别磨削有斜10
°
倒角5,斜10
°
倒角5与矩形刀齿两侧的轴向方向交点处开设有r0.2圆弧倒角4。矩形刀齿外径为φ62mm,矩形刀齿的内径尺寸为φ52mm;刀体6与刀柄8之间设置有退刀槽7,刀柄为削平型刀柄。
22.本实用新型刀齿部分由矩形刀齿1及斜10
°
倒角5组成的硬质合金刀片钎焊于刀体之上形成,分别为矩形刀齿、斜10
°
倒角部分,矩形刀齿及斜10倒角硬质合金刀片分别开设有切削刃口,主要起零件切削作用,硬质合金刀片条依附于刀体台孔环形钢体之上;刀体的右端为刀柄部分,刀柄与机床主轴连接;刀体沿轴向开设有直内冷却盲孔,冷却孔在靠近刀齿各部分处沿径向方向均开设径向斜45
°
出水孔;刀齿的r0.6圆弧倒角3及r0.2圆弧倒角4均开设有切削刃口,一把刀具一次性加工完3道工序,多类型普通机床即可完成,不需要复杂机床编程,减少加工时间,避免机床投入,提高加工效率,提高零件加工稳定性;针对回转体零件及非回转体零件均可加工,钎焊合金的结构提高了刀具寿命降低了刀具成本。
23.以上所述为本实用新型较佳实施例,对于本领域的普通技术人员而言,根据本实用新型的教导,在不脱离本实用新型的原理与精神的情况下,对实施方式所进行的改变、修改、替换和变型仍落入本实用新型的保护范围之内。
技术特征:
1.一种钎焊硬质合金环形槽三面刃成型铣刀,其特征在于:包括刀体、刀齿、刀柄,所述刀体开设有单直内冷却盲孔及用于机床夹持的削平型刀柄;所述刀齿为硬质合金刀片钎焊于刀体之上。2.根据权利要求1所述的一种钎焊硬质合金环形槽三面刃成型铣刀,其特征在于:刀体与刀柄为一体钢件结构,刀体左端部开设有直径φ53mm、深10mm台孔,台孔的径向圆周留有四个均分钢体,硬质合金刀片分别焊接于钢体之上形成切削刀齿,刀体沿径向开设有100
°
排屑槽。3.根据权利要求2所述的一种钎焊硬质合金环形槽三面刃成型铣刀,其特征在于:刀体沿轴向开设有单直内冷却盲孔,刀体在台孔处沿径向开设有径向斜45
°
出水孔。4.根据权利要求1所述的一种钎焊硬质合金环形槽三面刃成型铣刀,其特征在于,刀齿由矩形刀齿及斜10
°
倒角组成,刀齿的硬质合金刀片分别均布钎焊于刀体环形台孔周边之上,每片刀齿开设有沿径向5mm宽、沿轴向2.75mm长矩形刀齿,矩形刀齿的两侧开设有r0.6圆弧倒角,矩形刀齿的端部开设有r0.3断屑槽,矩形刀齿的根部沿两侧径向分别磨削有斜10
°
倒角,斜10
°
倒角与矩形刀齿两侧的轴向方向交点处开设有r0.2圆弧倒角。5.根据权利要求1所述的一种钎焊硬质合金环形槽三面刃成型铣刀,其特征在于:矩形刀齿外径为φ62mm,矩形刀齿的内径尺寸为φ52mm。6.根据权利要求1所述的一种钎焊硬质合金环形槽三面刃成型铣刀,其特征在于:刀体与刀柄之间设置有退刀槽,刀柄为削平型刀柄。
技术总结
本实用新型公开了一种钎焊硬质合金环形槽三面刃成型铣刀,包括刀体、刀齿、刀柄,所述刀体开设有单直内冷却盲孔及用于机床夹持的削平型刀柄;所述刀齿为硬质合金刀片钎焊于刀体之上。本实用新型将非标专用刀具组合成一体的专用刀具,对于回转体零件及非回转体零件的端面环形槽均可加工,在一次加工过程中同时完成铣削、倒角等工序;钎焊硬质合金结构不仅提高了刀具寿命,又降低了产品加工成本,减少对机床的复杂性要求,适用于多种通用机床加工,无需复杂的机床编程,保证多种被加工特征一次性成型加工,保证加工质量,提高加工节拍,有效减少企业机床投入。减少企业机床投入。减少企业机床投入。
技术研发人员:赫磊锋 杨炳辉
受保护的技术使用者:西安卡特罗刀具制造有限公司
技术研发日:2021.07.09
技术公布日:2022/2/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1