一种新型成型刀粒的制作方法
1.本实用新型涉及机械制造加工技术领域,具体涉及一种新型成型刀粒。
背景技术:
2.针对于加工零件上的某些凸喙槽型,现有的成型槽刀及其他刀具,由于零件的结构原因,无法满足加工,导致尺寸无法达到图纸要求,效率低下,所以针对这种情况,刀具需要特制。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种新型成型刀粒。
4.本实用新型的技术方案如下:
5.一种新型成型刀粒,包括一刀粒主体,所述刀粒主体两端均设有一刀头结构,所述刀头结构包括一刀头,所述刀头后方设有一排屑位,所述排屑位后方开设有一避空位。
6.在本实用新型中,所述刀头采用凸喙设计。
7.在本实用新型中,所述避空位长度为1
㎜
,深度为0.25
㎜
。
8.在本实用新型中,所述刀粒主体整体呈菱形,所述刀头结构设于所述菱形设计的刀粒主体的两角。
9.在本实用新型中,所述刀粒主体采用硬质合金制成,且表面设有钨钢涂层。
10.相较于现有技术,本实用新型的有益效果在于:
11.本实用新型通过凸喙刀头实现对凸喙槽型的加工,使零件加工过程更为方便,减少人工操作,提高产品品质质量,提高生产效率,节约人力以及设备成本,同时采用避空位避免对产品产生干涉,配以排屑位排出铁屑,大大延长刀具使用寿命。
附图说明
12.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
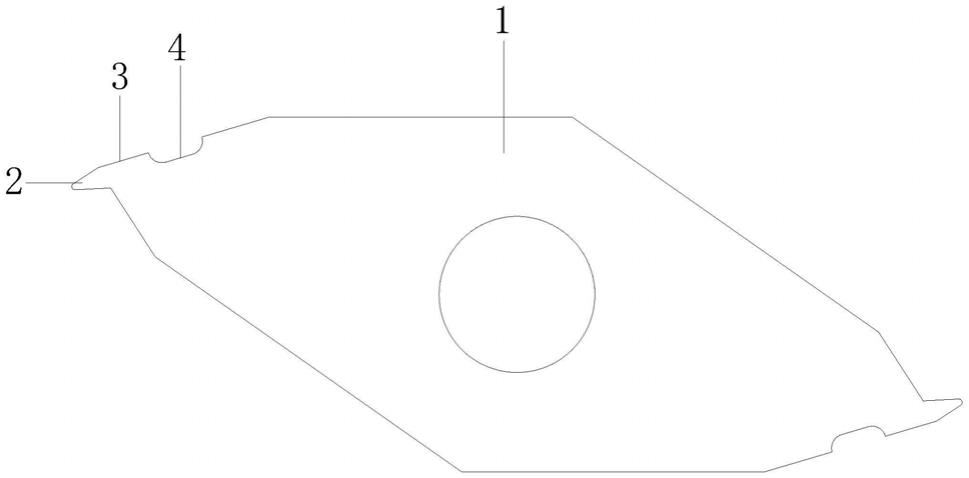
13.图1为本实用新型提供的一种新型成型刀粒的整体结构图。
14.附图标记说明如下:
15.1、刀粒主体;2、刀头;3、排屑位;4、避空位。
具体实施方式
16.在本实用新型的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所
指的组件或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
17.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
18.为了说明本实用新型所述的技术方案,下面通过具体实施例来进行说明。
19.实施例
20.请参阅图1,本实用新型提供的一种新型成型刀粒,包括一刀粒主体1,刀粒主体1两端均设有一刀头结构,刀头结构包括一刀头2,刀头2后方设有一排屑位3,排屑位3后方开设有一避空位4,采用避空位4避免对产品产生干涉,配以排屑位3排出铁屑,大大延长刀具使用寿命。
21.在本实施例中,刀头2采用凸喙设计,通过凸喙刀头2实现对凸喙槽型的加工,使零件加工过程更为方便,减少人工操作,提高产品品质质量,提高生产效率,节约人力以及设备成本。
22.在本实施例中,避空位4长度为1
㎜
,深度为0.25
㎜
。
23.在本实施例中,刀粒主体1整体呈菱形,刀头结构设于菱形设计的刀粒主体 1的两角。
24.在本实施例中,刀粒主体1采用硬质合金制成,且表面设有钨钢涂层。
25.虽然已参照几个典型实施方式描述了本实用新型,但应当理解,所用的术语是说明和示例性、而非限制性的术语。由于本实用新型能够以多种形式具体实施而不脱离实用新型的精神或实质,所以应当理解,上述实施方式不限于任何前述的细节,而应在随附权利要求所限定的精神和范围内广泛地解释,因此落入权利要求或其等效范围内的全部变化和改型都应为随附权利要求所涵盖。
技术特征:
1.一种新型成型刀粒,其特征在于,包括一刀粒主体,所述刀粒主体两端均设有一刀头结构,所述刀头结构包括一刀头,所述刀头后方设有一排屑位,所述排屑位后方开设有一避空位。2.根据权利要求1所述的一种新型成型刀粒,其特征在于,所述刀头采用凸喙设计。3.根据权利要求1所述的一种新型成型刀粒,其特征在于,所述避空位长度为1
㎜
,深度为0.25
㎜
。4.根据权利要求1所述的一种新型成型刀粒,其特征在于,所述刀粒主体整体呈菱形,所述刀头结构设于所述菱形设计的刀粒主体的两角。5.根据权利要求1所述的一种新型成型刀粒,其特征在于,所述刀粒主体采用硬质合金制成,且表面设有钨钢涂层。
技术总结
本实用新型提供一种新型成型刀粒,包括一刀粒主体,刀粒主体两端均设有一刀头结构,刀头结构包括一刀头,刀头后方设有一排屑位,排屑位后方开设有一避空位,刀头采用异形设计,本实用新型通过异形设计的刀头实现对异形槽型的加工,使零件加工过程更为方便,减少人工操作,提高产品品质质量,提高生产效率,节约人力以及设备成本,同时采用避空位避免对产品产生干涉,配以排屑位排出铁屑,大大延长刀具使用寿命。用寿命。用寿命。
技术研发人员:余卓庭
受保护的技术使用者:东莞卓依彦科技有限公司
技术研发日:2021.07.15
技术公布日:2022/4/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1