异型弯板产品加工中心定位夹紧装置的制作方法
1.本实用新型属于定位夹紧装置,特别涉及一种异型弯板产品加工中心定位夹紧装置。
背景技术:
2.异型弯板产品加工平面和孔的形位和尺寸精度要求较高;对于小批量产品的合同、订单,传统的加工方法,以往采用固定安装夹紧在铣床上铣削加工平面,再固定夹紧安装在钻床上,夹紧安装钻模板加工孔;分别是两次安装和两次加工获得完成平面和孔的形位和尺寸精度;受铸造毛坯变形及各道工序加工累积误差影响,往往很难保证加工精度要求,并且加工效率低下,成本增加。使获得到平面和孔的形位和尺寸精度差异较大;加工的成品合格率达不到100%;生产的效率极低,产品加工的成本较高。
3.为了满足大批量的合同或订单的异型弯板产品质量和进度要求,研发了异型弯板产品加工中心定位夹紧装置;应用在加工中心上,实现加工平面和孔的定位、夹紧;一次定位、夹紧两件;实现异型弯板产品一次性装夹、安装、接触和稳定加工,实现了加工后,获得产品的平面、孔的形位和尺寸精度高;避免了不良品问题的出现;产品的合格率达到100%;产品加工的成本较低;生产效率较高。
技术实现要素:
4.本发明的目的在于克服上述技术不足,提供一种在工装板上面中间用固定螺栓二和压板将p1777300m11异型弯板内侧压住,异型弯板的外侧用可移位压板和固定螺栓二和固定螺栓一压紧固定,一次可加工两个产品,产品的平面和孔的形位、尺寸精度高,生产效率高的一种异型弯板产品加工中心定位夹紧装置。
5.本实用新型解决技术问题所采用的技术方案是:一种异型弯板产品加工中心定位夹紧装置,包括底座,其特征在于在底座的上面中部用四个螺栓一固定一个工装板,在工装板中间用两个固定螺栓二、垫圈和压板将两个p1777300m11异型弯板的内侧压紧;p1777300m11异型弯板的外侧中间同样用固定螺栓二、垫圈穿过长形孔,用可移位压板压在p1777300m11异型弯板的中间上面;在可移位压板和压板与工装板之间的固定螺栓二上均装有压簧;在可移位压板的上下两侧的工装板上焊接有方形的立柱,在立柱上设有螺纹孔,螺纹孔内螺纹连接有固定螺栓一;固定螺栓一的内侧端头顶在p1777300m11异型弯板的外侧;两个p1777300m11异型弯板内侧下部之间装有一个t形的定位块。
6.所述的工装板的上端中间固定两个防震螺母一。
7.所述的工装板上面下面焊接两个防震螺母二,在防震螺母二中螺纹连接有防震螺栓。
8.本实用新型的有益效果是:该实用新型实现了异型弯板产品一次性装夹、安装、接触和稳定加工,产品的平面、孔的形位和尺寸精度高;合格率达100%,生产效率高,成本低。
附图说明
9.以下结合附图,以实施例具体说明。
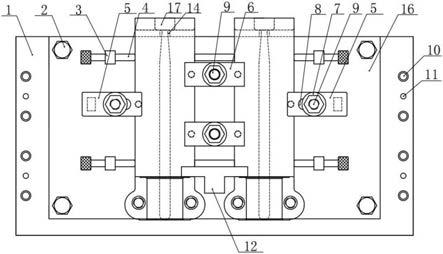
10.图1是异型弯板产品加工中心定位夹紧装置的主视图;
11.图2是图1的左侧视图。
12.图中:1
‑
底座;2
‑
螺栓一;3
‑
立柱;4
‑
固定螺栓一;5
‑
可移位压板;6
‑
压板;7
‑
垫圈;8
‑
长形孔;9
‑
固定螺栓二;10
‑
螺栓二;11
‑
定位销;12
‑
定位块;13
‑
压簧;14
‑
防震螺母一;15
‑
防震螺栓;15
‑1‑
防震螺母二;16
‑
工装板;17
‑
p1777300m11异型弯板。
具体实施方式
13.实施例,参照附图,一种异型弯板产品加工中心定位夹紧装置,包括底座1,其特征在于在底座的上面中部用四个螺栓一2固定一个工装板16,在工装板16中间用两个固定螺栓二9、垫圈7和压板6将两个p1777300m11异型弯板17的内侧压紧;p1777300m11异型弯板17的外侧中间同样用固定螺栓二9、垫圈7穿过长形孔8,用可移位压板5压在p1777300m11异型弯板17的中间上面;在可移位压板5和压板6与工装板16之间的固定螺栓二9上均装有压簧13;在可移位压板5的上下两侧的工装板16上焊接有方形的立柱3,在立柱3上设有螺纹孔,螺纹孔内螺纹连接有固定螺栓一4;固定螺栓一4的内侧端头顶在p1777300m11异型弯板17的外侧;两个p1777300m11异型弯板17内侧下部之间装有一个t形的定位块12。
14.所述的工装板16的上端中间固定两个防震螺母一14。
15.所述的工装板16上面下面焊接两个防震螺母二15
‑
1,在防震螺母二15
‑
1中螺纹连接有防震螺栓15。
16.在底座1的两端均匀分布用两个定位销11和四个螺栓二10将底座1定位固定在加工中心的工作台上。
17.该实用新型的操作方法是:首先将两个待加工的p1777300m11异型弯板17放到工装板16中间,用压板通过固定螺栓二9和垫圈7轻轻的压在p1777300m11异型弯板17的内侧中间,将定位块12放好,再用四个固定螺栓一4把p1777300m11异型弯板17在水平方向固定;最后用可移位压板5用固定螺栓二9通过长形孔8调整好位置压到p1777300m11异型弯板17的外侧中间;最后拧紧固定螺栓二9压紧弹簧13,即可启动加工中心进行加工。
技术特征:
1.一种异型弯板产品加工中心定位夹紧装置,包括底座(1),其特征在于在底座的上面中部用四个螺栓一(2)固定一个工装板(16),在工装板(16)中间用两个固定螺栓二(9)、垫圈(7)和压板(6)将两个p1777300m11异型弯板(17)的内侧压紧;p1777300m11异型弯板(17)的外侧中间同样用固定螺栓二(9)、垫圈(7)穿过长形孔(8),用可移位压板(5)压在p1777300m11异型弯板(17)的中间上面;在可移位压板(5)和压板(6)与工装板(16)之间的固定螺栓二(9)上均装有压簧(13);在可移位压板(5)的上下两侧的工装板(16)上焊接有方形的立柱(3),在立柱(3)上设有螺纹孔,螺纹孔内螺纹连接有固定螺栓一(4);固定螺栓一(4)的内侧端头顶在p1777300m11异型弯板(17)的外侧;两个p1777300m11异型弯板(17)内侧下部之间装有一个t形的定位块(12)。2.根据权利要求1所述的异型弯板产品加工中心定位夹紧装置,其特征在于工装板(16)的上端中间固定两个防震螺母一(14)。3.根据权利要求1所述的异型弯板产品加工中心定位夹紧装置,其特征在于工装板(16)上面下面焊接两个防震螺母二(15
‑
1),在防震螺母二(15
‑
1)中螺纹连接有防震螺栓(15)。
技术总结
本实用新型属于一种异型弯板产品加工中心定位夹紧装置,包括底座,其特征在于在底座的上面固定一个工装板,在工装板中间用两个固定螺栓二、垫圈和压板将两个P1777300M11异型弯板的内侧压紧;P1777300M11异型弯板的外侧中间同样用固定螺栓二、垫圈穿过长形孔,用可移位压板压在P1777300M11异型弯板的中间上面,在立柱上设有螺纹孔,螺纹孔内螺纹连接有固定螺栓一;固定螺栓一的内侧端头顶在P1777300M11异型弯板的外侧。该实用新型实现了异型弯板产品一次性装夹、安装、接触和稳定加工,产品的平面、孔的形位和尺寸精度高;合格率达100%,生产效率高,成本低。成本低。成本低。
技术研发人员:姜喜 蔡世良 刘鹏
受保护的技术使用者:大连世凯模具制造有限公司
技术研发日:2021.07.15
技术公布日:2021/12/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1