一种用于搅拌摩擦焊匙孔分层填补专用焊头组的制作方法
本技术涉及搅拌磨擦焊焊接,特别涉及一种用于搅拌摩擦焊匙孔分层填补专用焊头组。
背景技术:
1、搅拌摩擦焊是指利用高速旋转的焊具与工件摩擦产生的热量使被焊材料局部塑性化,当焊具沿着焊接界面向前移动时,被塑性化的材料在焊具的转动摩擦力作用下由焊具的前部流向后部,并在焊具的挤压下形成致密的固相焊缝。具体而言,搅拌摩擦焊焊接过程是由一个搅拌针(带螺纹圆柱体或其他形状)深入工件的接缝处,通过搅拌头的高速旋转,使其与工件材料发生摩擦,从而使连接部位的材料温度升高软化,同时对材料进行搅拌摩擦,进而完成焊接。
2、由于搅拌头前端安装有搅拌针,焊接结束后,搅拌头抬起会在焊缝终端处留下匙孔。为了保证焊接强度,需要对闭环型匙孔进行填补。
3、公开号为cn110576254a,实用新型名称为一种利用搅拌摩擦填补焊接匙孔的方法就公开了一种匙孔填补的工艺,是利用特殊的搅拌磨擦焊焊头,利用焊接余量层金属完成对匙孔的焊接填补。然而上述工艺在实际操作过程中虽然能够对匙孔进行有效填补,但是填补后仍然会在原匙孔处留下一个细小的匙孔。虽然通过有效的操作,可以将余量层堆积在匙孔区域,形成凸出部,然后通过后续机加工的方式将细小匙孔去除,但是这需要依赖操作人员的经验和操作手法,难以控制成功率。
技术实现思路
1、本实用新型针对现有技术中存在的至少一种技术问题,提供一种用于搅拌摩擦焊匙孔分层填补专用焊头组,能够对焊接匙孔形成有效填补,填补后不会留下孔洞和缝隙,并且能够有效保证匙孔填补处的焊接质量。
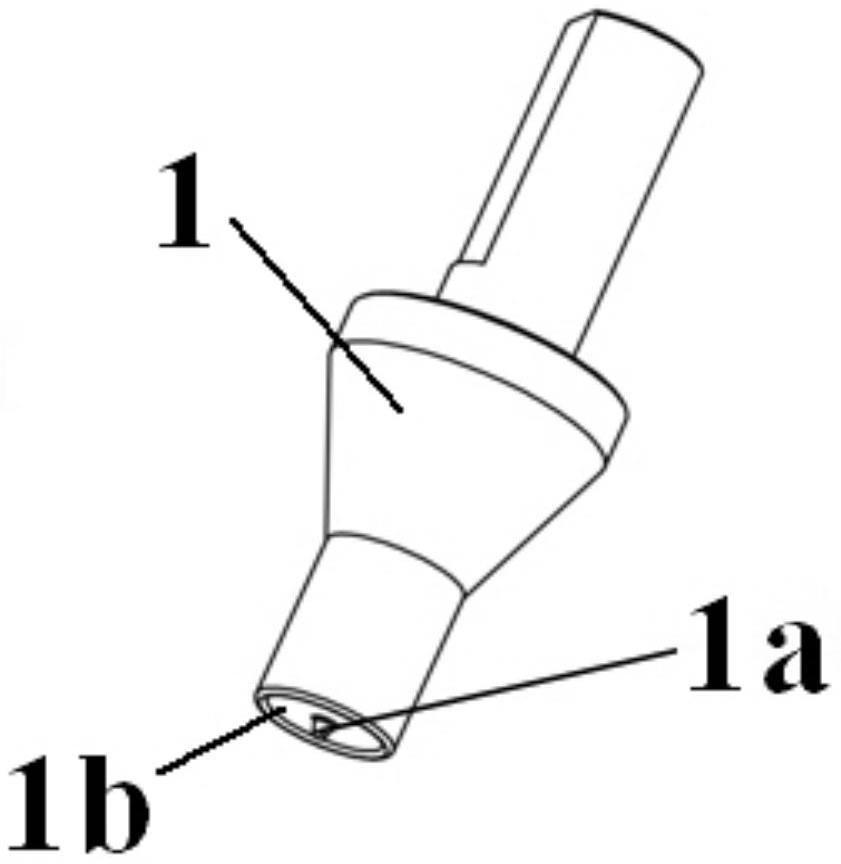
2、本实用新型解决上述技术问题的技术方案如下:本实用新型设计了一种用于搅拌摩擦焊匙孔分层填补专用焊头组,所述焊头组包括匙孔填补焊头和匙孔修补焊头;所述匙孔填补焊头用于对匙孔进行初步填补,包括焊针和固定设置在焊针外周的围挡,所述焊针和围挡之间形成容腔;所述匙孔修补焊头用于对初步填补后留下的小匙孔进行填补,包括有平头焊头,所述平头焊头的焊接端尺寸大于焊针的尺寸。
3、在上述技术方案的基础上,本实用新型还可以做如下改进。
4、进一步,所述焊针的尖端位于容腔之外。
5、进一步,所述平头焊头的尺寸大于围挡的尺寸。
6、优选的,所述焊针的尖端与容腔外表面的间距为2~5mm。
7、进一步,所述匙孔填补焊头的容腔的深度大于匙孔的深度。
8、进一步,所述匙孔填补焊头的容腔的尺寸大于匙孔的尺寸。
9、本实用新型的有益效果是:本实用新型通过对现有匙孔焊接填补工艺的深入研究,设计了专用的焊头组,可以专用于分层填补的工艺,能够有效解决现有焊接填补工艺存在的因操作问题而导致的残留匙孔的问题,填补的匙孔无任何孔洞或缝隙残留,极大提高了匙孔焊接填补的质量;本实用新型能够对任何孔径和深度的匙孔完成有效填补,适用范围极广。
技术特征:
1.一种用于搅拌摩擦焊匙孔分层填补专用焊头组,其特征在于:所述焊头组包括匙孔填补焊头(1)和匙孔修补焊头(2);所述匙孔填补焊头(1)用于对匙孔进行初步填补,包括焊针(1a)和固定设置在焊针(1a)外周的围挡,所述焊针(1a)和围挡之间形成容腔(1b);所述匙孔修补焊头(2)用于对初步填补后留下的小匙孔进行填补,包括有平头焊头(2a),所述平头焊头(2a)的焊接端尺寸大于焊针(1a)的尺寸。
2.根据权利要求1所述的一种用于搅拌摩擦焊匙孔分层填补专用焊头组,其特征在于:所述焊针(1a)的尖端位于容腔(1b)之外。
3.根据权利要求1所述的一种用于搅拌摩擦焊匙孔分层填补专用焊头组,其特征在于:所述平头焊头(2a)的尺寸大于围挡的尺寸。
4.根据权利要求3所述的一种用于搅拌摩擦焊匙孔分层填补专用焊头组,其特征在于:所述焊针(1a)的尖端与容腔(1b)外表面的间距为2~5mm。
5.根据权利要求1所述的一种用于搅拌摩擦焊匙孔分层填补专用焊头组,其特征在于:所述匙孔填补焊头(1)的容腔(1b)的深度大于匙孔的深度。
6.根据权利要求1所述的一种用于搅拌摩擦焊匙孔分层填补专用焊头组,其特征在于:所述匙孔填补焊头(1)的容腔(1b)的尺寸大于匙孔的尺寸。
技术总结
本技术公开了一种用于搅拌摩擦焊匙孔分层填补专用焊头组,所述焊头组包括匙孔填补焊头和匙孔修补焊头;所述匙孔填补焊头用于对匙孔进行初步填补,包括焊针和固定设置在焊针外周的围挡,所述焊针和围挡之间形成容腔;所述匙孔修补焊头用于对初步填补后留下的小匙孔进行填补,包括有平头焊头,所述平头焊头的焊接端尺寸大于焊针的尺寸。本技术能够对焊接匙孔形成有效填补,填补后不会留下孔洞和缝隙,并且能够有效保证匙孔填补处的焊接质量。
技术研发人员:李正琴,何秀权
受保护的技术使用者:武汉尚田工业科技有限公司
技术研发日:20210719
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!