一种具有飞溅吸除装置的激光焊接系统的制作方法
1.本实用新型涉及激光焊接领域,具体是涉及一种具有飞溅吸除装置的激光焊接系统。
背景技术:
2.焊接,也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空。无论在何处,焊接都可能给操作者带来危险,所以在进行焊接时必须采取适当的防护措施。焊接给人体可能造成的伤害包括烧伤、触电、视力损害、吸入有毒气体、紫外线照射过度等。
3.激光焊接是激光加工技术中应用最广泛的先进工艺之一,具有焊接热输入小、焊缝深宽比大、速度快、焊缝变形小残余应力低、焊接精度和强度高、熔深大、易于实现自动化等突出优点,已经在汽车、造船、核电、管道等国民经济重要行业领域中得到应用。
4.现有的激光焊接装置在进行在高功率激光焊接厚板时,由于高能激光束对熔融金属的激化,常常会产生大量飞溅物质,对已加工工件表面质量造成影响。
技术实现要素:
5.为解决上述技术问题,提供一种具有飞溅吸除装置的激光焊接系统,本技术方案解决了上述背景技术中提出的现有的激光焊接装置在进行在高功率激光焊接厚板时,由于高能激光束对熔融金属的激化,常常会产生大量飞溅物质,对已加工工件表面质量造成影响的问题。
6.为达到以上目的,本实用新型采用的技术方案为:
7.一种具有飞溅吸除装置的激光焊接系统,包括工作台,所述工作台上表面后侧中部固定安装有机器人手臂,所述机器人手臂顶部固定连接有安装板,所述安装板下端固定连接有环形气罩,所述安装板中部固定连接有激光焊接头,所述安装板上表面后侧左部固定安装有激光发生器,所述激光发生器通过光纤与激光焊接头的光输入端连通,所述安装板上固定连接有气动抽风器,所述工作台上表面设置有焊接台,所述焊接台上端设置有待焊接工件,所述激光焊接头设置于待焊接工件上方。
8.优选的,所述气动抽风器至少有三个,多个所述气动抽风器呈圆形均匀的排列在安装板上。
9.优选的,所述上表面后侧右部固定安装有空气压缩机,所述空气压缩机通过输气管与气动抽风器连通,所述输气管上固定安装有压缩空气阀门。
10.优选的,所述环形气罩呈圆台形,所述环形气罩顶部直径小于底部直径,所述激光焊接头贯穿环形气罩顶部并延伸至环形气罩下端,所述气动抽风器贯穿环形气罩顶部。
11.优选的,所述环形气罩底部与待焊接工件上表面的高度为h(150mm<h≤200mm)。
12.优选的,所述环形气罩的材质为陶瓷。
13.与现有技术相比,本实用新型的优点在于:
14.1)本实用新型通过环形气罩的设置,使得焊接产生的焊渣或者金属粉末始终位于环形气罩吸附范围内,在环形气罩上设置有气动抽风器可对环形气罩环形气罩吸附范围的焊渣或者金属粉末进行吸附使其集中至环形气罩内,保证了飞溅的焊渣或者金属粉末可被集中收集,避免飞溅烧伤或污染工件表面;
15.2)本实用新型采用机器人手臂驱动激光焊接头对进行待焊接工件进行焊接,整体焊接过程平稳,保证工件可进行匀速焊接,使得焊接质量提高。
附图说明
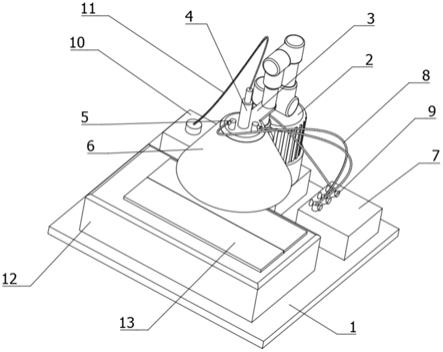
16.图1为本实用新型的立体结构示意图;
17.图2为本实用新型的工作时的示意图;
18.图3为本实用新型在工作时进行吸附的示意图。
19.图中标号为:
20.1、工作台;2、机器人手臂;3、安装板;4、激光焊接头;5、气动抽风器;6、环形气罩;7、空气压缩机;8、输气管;9、压缩空气阀门;10、激光发生器;11、光纤;12、焊接台;13、待焊接工件。
具体实施方式
21.以下描述用于揭露本实用新型以使本领域技术人员能够实现本实用新型。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
22.请参阅图1
‑
3所示,一种具有飞溅吸除装置的激光焊接系统,包括工作台1,工作台1上表面后侧中部固定安装有机器人手臂2,采用机器人手臂2驱动激光焊接头4对进行待焊接工件13进行焊接,整体焊接过程平稳,保证工件可进行匀速焊接,使得焊接质量提高,机器人手臂2顶部固定连接有安装板3,安装板3下端固定连接有环形气罩6,环形气罩6的材质为陶瓷,安装板3中部固定连接有激光焊接头4,安装板3上表面后侧左部固定安装有激光发生器10,激光发生器10通过光纤11与激光焊接头4的光输入端连通,安装板3上固定连接有气动抽风器5,气动抽风器5可设置多个,本实施例中设置有三个,多个气动抽风器5呈圆形均匀的排列在安装板3上,环形气罩6呈圆台形,环形气罩6顶部直径小于底部直径,激光焊接头4贯穿环形气罩6顶部并延伸至环形气罩6下端,气动抽风器5贯穿环形气罩6顶部,工作台1上表面设置有焊接台12,焊接台12上端设置有待焊接工件13,激光焊接头4设置于待焊接工件13上方,环形气罩6底部与待焊接工件13上表面的高度为h(150mm<h≤200mm),上表面后侧右部固定安装有空气压缩机7,空气压缩机7通过输气管8与气动抽风器5连通,输气管8上固定安装有压缩空气阀门9,通过环形气罩6的设置,使得焊接产生的焊渣或者金属粉末始终位于环形气罩6吸附范围内,在环形气罩6上设置有气动抽风器5可对环形气罩6吸附范围的焊渣或者金属粉末进行吸附使其集中至环形气罩6内,保证了飞溅的焊渣或者金属粉末可被集中收集,避免飞溅烧伤或污染工件表面。
23.本实用新型的工作过程为:
24.s1.将待焊接的厚板设置于焊接台12上,并准确对接;
25.s2.通过调整机器人手臂2的位置,使固定在机器人手臂2上的激光焊接头4处于对接接口的正上方,并使固定在激光焊接头4上的环形气罩5与待焊接工件13上表面的距离为150mm~200mm;
26.s3.开启空气压缩机7,并打开压缩空气阀门9,压缩空气进入气动抽风器5,飞溅吸除装置开始工作,气动抽风器的提供的吸力为
‑
10kpa~
‑
20kpa;
27.s4.开启激光发生器10,激光焊接头4将激光束垂直辐照在待焊接工件13的对接接口处,由机器人手臂2带动激光焊接头4按照预定的焊接参数进行移动实施激光焊接加工;
28.s5.激光焊接头4到达焊缝终点后,关闭激光发生器10,关闭空气压缩机7,关闭压缩空气阀门9,完成激光焊接加工。
29.综上所述,本实用新型的优点在于:通过设置环形气罩可对飞溅的焊渣或者金属粉末进行集中收集,避免飞溅的焊渣烧伤或污染工件表面的情况,提高焊接质量。
30.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型的范围内。本实用新型要求的保护范围由所附的权利要求书及其等同物界定。
技术特征:
1.一种具有飞溅吸除装置的激光焊接系统,其特征在于,包括工作台(1),所述工作台(1)上表面后侧中部固定安装有机器人手臂(2),所述机器人手臂(2)顶部固定连接有安装板(3),所述安装板(3)下端固定连接有环形气罩(6),所述安装板(3)中部固定连接有激光焊接头(4),所述安装板(3)上表面后侧左部固定安装有激光发生器(10),所述激光发生器(10)通过光纤(11)与激光焊接头(4)的光输入端连通,所述安装板(3)上固定连接有气动抽风器(5),所述工作台(1)上表面设置有焊接台(12),所述焊接台(12)上端设置有待焊接工件(13),所述激光焊接头(4)设置于待焊接工件(13)上方。2.根据权利要求1所述的一种具有飞溅吸除装置的激光焊接系统,其特征在于,所述气动抽风器(5)至少有三个,多个所述气动抽风器(5)呈圆形均匀的排列在安装板(3)上。3.根据权利要求2所述的一种具有飞溅吸除装置的激光焊接系统,其特征在于,所述上表面后侧右部固定安装有空气压缩机(7),所述空气压缩机(7)通过输气管(8)与气动抽风器(5)连通,所述输气管(8)上固定安装有压缩空气阀门(9)。4.根据权利要求1所述的一种具有飞溅吸除装置的激光焊接系统,其特征在于,所述环形气罩(6)呈圆台形,所述环形气罩(6)顶部直径小于底部直径,所述激光焊接头(4)贯穿环形气罩(6)顶部并延伸至环形气罩(6)下端,所述气动抽风器(5)贯穿环形气罩(6)顶部。5.根据权利要求1所述的一种具有飞溅吸除装置的激光焊接系统,其特征在于,所述环形气罩(6)底部与待焊接工件(13)上表面的高度为h(150mm<h≤200mm)。6.根据权利要求1所述一种具有飞溅吸除装置的激光焊接系统,其特征在于,所述环形气罩(6)的材质为陶瓷。
技术总结
本实用新型公开了一种具有飞溅吸除装置的激光焊接系统,涉及激光焊接领域,包括工作台,工作台上表面后侧中部固定安装有机器人手臂,机器人手臂顶部固定连接有安装板,安装板下端固定连接有环形气罩,安装板中部固定连接有激光焊接头,安装板上表面后侧左部固定安装有激光发生器,激光发生器通过光纤与激光焊接头的光输入端连通,安装板上固定连接有气动抽风器,工作台上表面设置有焊接台,焊接台上端设置有待焊接工件,激光焊接头设置于待焊接工件上方。本实用新型的优点在于:通过设置环形气罩可对飞溅的焊渣或者金属粉末进行集中收集,避免飞溅的焊渣烧伤或污染工件表面的情况,提高焊接质量。提高焊接质量。提高焊接质量。
技术研发人员:崔平
受保护的技术使用者:昆山劲捷环保科技有限公司
技术研发日:2021.07.22
技术公布日:2021/12/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1