一种梨形人孔翻边装置的制作方法
1.本实用新型属于液罐车生产工艺技术领域,具体地说,本实用新型涉及一种梨形人孔翻边装置。
背景技术:
2.人孔是安装在储罐顶上的安全应急通气装置,通常与防火器、机械呼吸阀配套使用,既能避免因意外原因造成罐内急剧超压或真空时,损坏储罐而发生事故,又有起到安全阻火作用,是保护储罐的安全装置,特别适用于贮存物料以氮气封顶的拱顶常压罐。
3.现有机械加工过程中,对孔进行翻边加工时一种常见的工艺,在专用车生产过程中,圆形人孔防浪板的加工翻边折弯通常是通过人工借助外部工具实现对钣金件的翻边折弯。
4.上述方式中存在以下缺点:
5.一、通过上述方式无法直接满足梨型人孔,需依靠圆钢贴附焊接,经试验,该结构存在开裂风险。
6.二、圆钢制作工艺复杂,且安装麻烦,需要浪费较多的时间,降低工作效率。
技术实现要素:
7.本实用新型提供一种梨形人孔翻边装置,解决了上述背景技术中所提出的问题。
8.为了实现上述目的,本实用新型采取的技术方案为:一种梨形人孔翻边装置,包括架体,还包括底板,所述底板安装于所述架体的横板上方;自动对中机构,所述自动对中机构设置于所述底板的顶部;下模座,所述下模座设置于所述自动对中机构的顶部;上模座,所述上模座设置于所述下模座的顶部;连接座,所述连接座通过螺栓安装于所述上模座的顶部。
9.优选的,所述架体的形状设置为龙门框架结构。
10.优选的,所述上模座的内部设置有弹簧压缩机构。
11.优选的,所述连接座的顶部设置有导套,所述导套的内部插设有导柱。
12.优选的,所述下模座与上模座之间设置有仿型限位机构。
13.采用以上技术方案的有益效果是:一是实现了一次作业同时完成找中心、压铸成型和退料,经实际生产验证,该成形工艺简单有效,制件成形质量良好,且通过采用分体式模具结构,便于模具维修和更换;二是通过采用连接座增加导柱和导套结构,保证模具升降过程中窜动小;三是通过使架体采用龙门框架结构,保证产品尺寸的同时减轻工装重量,降低制造成本;四是通过弹簧压缩机构,保证产品能够自动卸料;五是通过仿型限位机构,保证梨型孔能够准确放入到下模的中心位置,确保翻边尺寸。
附图说明
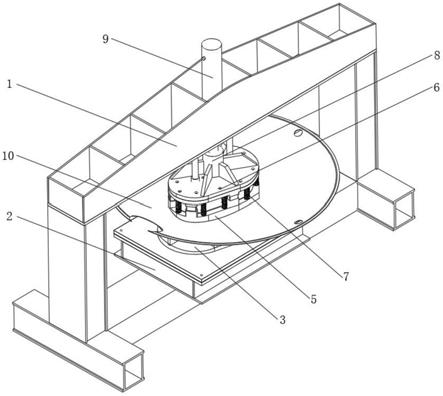
14.图1是本实用新型提供的梨形人孔翻边装置的装配图;
15.图2是梨形人孔翻边装置隐藏架体的装配图;
16.图3是梨形人孔翻边装置的爆炸图;
17.图4是底板与自动对中机构的装配图;
18.图5是上模座的装配图;
19.其中:
20.1、架体;2、底板;3、自动对中机构;4、下模座;5、上模座;6、连接座;7、弹簧压缩机构;8、导套;9、导柱;10、仿型限位机。
具体实施方式
21.下面对照附图,通过对实施例的描述,对本实用新型的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本实用新型的构思、技术方案有更完整、准确和深入的理解,并有助于其实施。
22.如图1至图5所示,本实用新型是一种梨形人孔翻边装置,实现了一次作业同时完成找中心、压铸成型和退料,经实际生产验证,该成形工艺简单有效,制件成形质量良好,且通过采用分体式模具结构,便于模具维修和更换。
23.具体的说,如图1至图5所示,一种梨形人孔翻边装置,包括架体1,还包括底板2,所述底板2安装于所述架体1的横板上方;自动对中机构3,所述自动对中机构3设置于所述底板2的顶部;下模座4,所述下模座4设置于所述自动对中机构3的顶部;上模座5,所述上模座5设置于所述下模座4的顶部;连接座6,所述连接座6通过螺栓安装于所述上模座5的顶部。
24.所述架体1的形状设置为龙门框架结构。
25.所述上模座5的内部设置有弹簧压缩机构7。
26.所述连接座6的顶部设置有导套8,所述导套8的内部插设有导柱9。
27.所述下模座4与上模座5之间设置有仿型限位机构10。
28.以下用具体实施例对具体工作方式进行阐述:
29.实施例1:
30.一种梨形人孔翻边装置,包括架体1,还包括底板2,所述底板2安装于所述架体1的横板上方;自动对中机构3,所述自动对中机构3设置于所述底板2的顶部;下模座4,所述下模座4设置于所述自动对中机构3的顶部;上模座5,所述上模座5设置于所述下模座4的顶部;连接座6,所述连接座6通过螺栓安装于所述上模座5的顶部。
31.该装置实现了一次作业同时完成找中心、压铸成型和退料,经实际生产验证,该成形工艺简单有效,制件成形质量良好,且通过采用分体式模具结构,便于模具维修和更换。
32.实施例2:
33.在实施例1的基础上,通过采用连接座6增加导柱9和导套8结构,保证模具升降过程中窜动小。
34.实施例3:
35.在实施例1的基础上,通过使架体1采用龙门框架结构,保证产品尺寸的同时减轻工装重量,降低制造成本。
36.实施例4:
37.在实施例1的基础上,通过弹簧压缩机构7,保证产品能够自动卸料。
38.实施例5:
39.在实施例1的基础上,通过仿型限位机构10,保证梨型孔能够准确放入到下模的中心位置,确保翻边尺寸。
40.以上结合附图对本实用新型进行了示例性描述,显然,本实用新型具体实现并不受上述方式的限制,只要是采用了本实用新型的方法构思和技术方案进行的各种非实质性的改进;或未经改进,将本实用新型的上述构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
技术特征:
1.一种梨形人孔翻边装置,包括架体(1),其特征在于:还包括底板(2),所述底板(2)安装于所述架体(1)的横板上方;自动对中机构(3),所述自动对中机构(3)设置于所述底板(2)的顶部;下模座(4),所述下模座(4)设置于所述自动对中机构(3)的顶部;上模座(5),所述上模座(5)设置于所述下模座(4)的顶部;连接座(6),所述连接座(6)通过螺栓安装于所述上模座(5)的顶部。2.根据权利要求1所述的一种梨形人孔翻边装置,其特征在于:所述架体(1)的形状设置为龙门框架结构。3.根据权利要求1所述的一种梨形人孔翻边装置,其特征在于:所述上模座(5)的内部设置有弹簧压缩机构(7)。4.根据权利要求1所述的一种梨形人孔翻边装置,其特征在于:所述连接座(6)的顶部设置有导套(8),所述导套(8)的内部插设有导柱(9)。5.根据权利要求1所述的一种梨形人孔翻边装置,其特征在于:所述下模座(4)与上模座(5)之间设置有仿型限位机构(10)。
技术总结
本实用新型公开了一种梨形人孔翻边装置,包括架体,还包括底板,所述底板安装于所述架体的横板上方;自动对中机构,所述自动对中机构设置于所述底板的顶部。本实用新型一是实现了一次作业同时完成找中心、压铸成型和退料,经实际生产验证,该成形工艺简单有效,制件成形质量良好,且通过采用分体式模具结构,便于模具维修和更换;二是通过采用连接座增加导柱和导套结构,保证模具升降过程中窜动小;三是通过使架体采用龙门框架结构,保证产品尺寸的同时减轻工装重量,降低制造成本;四是通过弹簧压缩机构,保证产品能够自动卸料;五是通过仿型限位机构,保证梨型孔能够准确放入到下模的中心位置,确保翻边尺寸。确保翻边尺寸。确保翻边尺寸。
技术研发人员:丁照禹 杜德宝 李浩
受保护的技术使用者:芜湖中集瑞江汽车有限公司
技术研发日:2021.07.22
技术公布日:2022/1/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1