一种氩弧焊枪钨极和焊丝一体式机构的制作方法
1.本实用新型涉及氩弧焊枪,尤其涉及一种氩弧焊枪钨极和焊丝一体式机构。
背景技术:
2.钨极氩弧焊是将氩气作为保护气体的焊接,其借助产生的钨极与焊体之间的电弧,加热和熔化焊材本身(在添加填充金属时也被熔化),而后形成焊缝金属。
3.传统的氩弧焊枪的钨极与送丝机构是分开的,人工焊接不方便,有些部位受结构限制甚至焊接不到,更无法实现自动焊接。
技术实现要素:
4.本实用新型就是针对现有技术存在的缺陷,提供一种氩弧焊枪钨极和焊丝一体式机构。
5.为实现上述目的,本实用新型采用如下技术方案,包括喷嘴主体及导丝管座;其特征在于,所述喷嘴主体与导丝管座相连为一体式结构。
6.进一步地,所述喷嘴主体与导丝管座螺纹相连。便于调整钨极和焊丝的距离和角度。
7.进一步地,所述喷嘴钨极轴线与焊丝管轴线间形成夹角。该夹角的角度为25
°
。
8.进一步地,所述喷嘴主体与氩弧焊枪主体螺纹相连。可以调整钨极伸出喷嘴的长度。连接件材质采用电木。
9.更进一步地,所述喷嘴主体与氩弧焊枪主体通过卡扣螺母相连。拆卸方便,同时确保了可以调整喷嘴和焊丝及工件的空间位置的焊接工艺要求。
10.进一步地,所述喷嘴主体与氩弧焊枪的钨极定位夹间通过水冷隔热定位套相连。
11.进一步地,所述导丝管座用于安装导丝管,导丝管座与导丝管的一端螺纹相连。
12.更进一步地,所述导丝管的另一端设置有快速接头。
13.与现有技术相比本实用新型有益效果。
14.本实用新型设计一款用于自动焊接系统中的氩弧焊枪钨极和焊丝一体焊接的喷嘴机构,该一体结构很好的解决了焊枪和送丝机构的随动问题,解决氩弧自动焊接难题,提高焊接质量和焊接效率。能更好地实现氩弧自动焊接。
附图说明
15.下面结合附图和具体实施方式对本实用新型做进一步说明。本实用新型保护范围不仅局限于以下内容的表述。
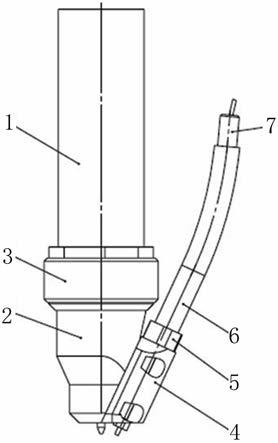
16.图1是本实用新型一种氩弧焊枪钨极和焊丝一体机构的主视图。
17.图2是本实用新型一种氩弧焊枪钨极和焊丝一体机构的附视图。
18.图3是本实用新型一种氩弧焊枪钨极和焊丝一体机构的右侧图。
19.图4是本实用新型一种氩弧焊枪钨极和焊丝一体机构的侧剖图。
20.图5是本实用新型一种氩弧焊枪钨极和焊丝一体机构的等轴侧图。
21.图中,1为氩弧焊枪主体、2为喷嘴主体、3为卡扣螺母、4为导丝管座、5为锁紧螺母、6为焊丝导丝管、7为快换接头、8为隔热过渡套、9为隔热定位套、10为锁紧环、11为钨极定位夹、12为钨极、13为导电嘴、14为定位套、15为焊丝、16为水冷环。
具体实施方式
22.具体实施例1:图1
‑
5,喷嘴主体2和导丝管座4采用铜合金,保证焊接热量传导。一体式结构设计,结构紧凑体积小,可实现狭小空间的焊接。同时,可以实现任意方向焊接,不受送丝方向限制,具备自动焊接条件和能力。
23.喷嘴主体2和导丝管座4采用细牙螺纹连接结构,便于调整钨极12和焊丝的距离和角度。
24.喷嘴钨极12轴线和焊丝15线成一定角度。
25.喷嘴主体2与氩弧焊枪主体1采用螺纹结构连接。可以调整钨极12伸出喷嘴的长度,连接件材质采用电木。
26.喷嘴主体2与氩弧焊枪主体1采用快换卡扣螺母3结构,拆卸方便,同时确保了可以调整喷嘴和焊丝及工件的空间位置的焊接工艺要求。
27.喷嘴主体2与氩弧焊枪钨极12夹中间采用水冷隔热定位套,保证了喷嘴主体2和钨极12的同轴度,定位套采用耐高温复合材料。导丝管6和导丝座之间采用螺纹连接,可以调整钨极12和焊丝之间距离。具体地,所述喷嘴主体与氩弧焊枪的钨极定位夹间通过水冷隔热定位套相连。焊枪主体2和隔热定位套9之间尺寸公差为过渡配合,隔热定位套9和喷嘴主体2尺寸公差为间隙配合。隔热定位套作用,导向和隔热。锁紧环10和喷嘴主体2尺寸公差为间隙配合,便于锁紧。锁紧环10和隔热过渡套8之间采用细牙螺纹连接锁紧。
28.导丝管6上端采用快换接头方式,便于安装和更换焊丝。
29.导丝管6适用于规格0.8mm
‑
1.6mm焊丝,不同规格需更换导丝管。
30.工作原理:本实用新型氩弧焊枪能实现自动焊接专门研发的喷嘴与导丝一体式结构,由于传统焊枪钨极12和送丝分离,很难实现自动焊接,一体结构很好的解决了随动问题,同时克服了焊接空间的限制。工作时人工安装焊丝到喷嘴的位置,和需要焊接的位置相匹配。并锁紧固定。再通过中间定位套调整钨极12伸出喷嘴的位置,确认焊接的位置尺寸关系保证钨极12和焊丝的相对位置。依据焊接位置要求把喷嘴放到指定部位,后通过卡扣螺母3,把喷嘴固定到氩弧焊枪的本体上,并调整好送丝的位置和角度。焊接时,喷嘴和焊丝随焊枪一起随动,实现自动焊接。焊枪可以固定在机器人或者焊接桁架上。能完成各种复杂焊道的自动焊接。
31.可以理解的是,以上关于本实用新型的具体描述,仅用于说明本实用新型而并非受限于本实用新型实施例所描述的技术方案,本领域的普通技术人员应当理解,仍然可以对本实用新型进行修改或等同替换,以达到相同的技术效果;只要满足使用需要,都在本实用新型的保护范围之内。
技术特征:
1.一种氩弧焊枪钨极和焊丝一体式机构,包括喷嘴主体及导丝管座;其特征在于,所述喷嘴主体与导丝管座相连为一体式结构。2.根据权利要求1所述的一种氩弧焊枪钨极和焊丝一体式机构,其特征在于:所述喷嘴主体与导丝管座螺纹相连。3.根据权利要求1所述的一种氩弧焊枪钨极和焊丝一体式机构,其特征在于:所述喷嘴钨极轴线与焊丝管轴线间形成夹角。4.根据权利要求1所述的一种氩弧焊枪钨极和焊丝一体式机构,其特征在于:所述喷嘴主体与氩弧焊枪主体螺纹相连。5.根据权利要求4所述的一种氩弧焊枪钨极和焊丝一体式机构,其特征在于:所述喷嘴主体与氩弧焊枪主体通过卡扣螺母相连。6.根据权利要求1所述的一种氩弧焊枪钨极和焊丝一体式机构,其特征在于:所述喷嘴主体与氩弧焊枪的钨极定位夹间通过水冷隔热定位套相连。7.根据权利要求1所述的一种氩弧焊枪钨极和焊丝一体式机构,其特征在于:所述导丝管座用于安装导丝管,导丝管座与导丝管的一端螺纹相连。8.根据权利要求7所述的一种氩弧焊枪钨极和焊丝一体式机构,其特征在于:所述导丝管的另一端设置有快速接头。
技术总结
本实用新型涉及氩弧焊枪,尤其涉及一种氩弧焊枪钨极和焊丝一体式机构。该一体结构很好的解决了焊枪和送丝机构的随动问题,解决氩弧自动焊接难题,提高焊接质量和焊接效率。能更好地实现氩弧自动焊接。包括喷嘴主体及导丝管座;其特征在于,所述喷嘴主体与导丝管座相连为一体式结构。为一体式结构。为一体式结构。
技术研发人员:宋国营
受保护的技术使用者:沈阳豪邦机器人股份有限公司
技术研发日:2021.07.28
技术公布日:2021/12/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1