一种用于剖切壳体的工具的制作方法
1.本实用新型涉及一种机械加工装置,具体涉及一种用于剖切壳体的工具。
背景技术:
2.实际生产中,由于壳包体一类产品失效和壳包体装配工序异常等因素,会产生一定数量的废旧产品,壳包体中内置的芯料可以取出再利用。。
3.壳包体包括外部的壳体和包覆在壳体内的芯料,壳体为金属,壳体前部为锥体、中部和后部为圆柱体,芯料为圆柱体。目前主要采用普通车床车削的方式,将壳体去除,收集芯料。该方式加工效率低,且壳体车削不完全,芯料需人工进行后续分离。因此,需开发一种工具,用于壳包体的剖切,以提高收集芯料的效率。
技术实现要素:
4.针对现有技术存在的问题,本实用新型所要解决的技术问题就是提供一种用于剖切壳体的工具,它能提高剖切壳体和收集内置芯料的效率。
5.本实用新型所要解决的技术问题是通过这样的技术方案实现的,它包括剖切装置a、送料装置b和冲壳装置c;剖切装置a安装在机床尾部,冲壳装置c安装在机床滑块上,送料装置b位于机床尾部与机床滑块之间,且与机床尾部留有退料空隙,送料装置b底部的钳口中心线与剖切装置a的切断模中心线、冲壳装置c的剖切冲中心线一致。
6.本实用新型通过送料装置b将需要剖切的壳包体传送到工位,冲壳装置c推动壳包体向前进入剖切装置a,在冲壳装置c冲击力的作用下,剖切装置a挤压壳体撕裂,露出完整的芯料。所以本实用新型与普通车床车削加工相比,实现自动送料,加工速度更快,提高了剖切壳体和收集内置芯料的效率。
附图说明
7.本实用新型的附图说明如下:
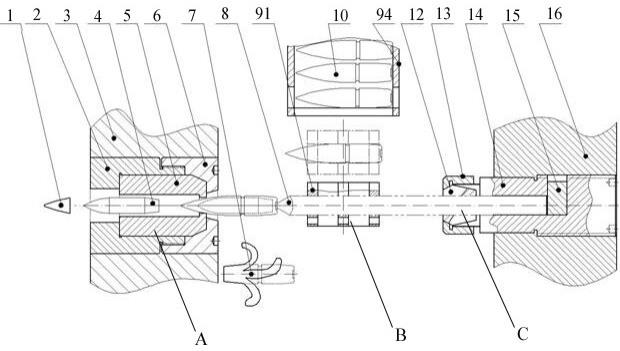
8.图1为本实用新型的结构示意图;
9.图2为送料装置b的结构示意图;
10.图3为凸模座的结构示意图。
11.图中,a、剖切装置;1、壳体前段;2、凹模座;3、机床尾部;4、芯料;5、切断模;6、凹模盖板;7、壳体剖切段;8、剖切冲; b、送料装置;91、底座、92、钳口、93、弹簧拉杆;94、进料盛具;10、壳包体;c、冲壳装置; 12、锥度夹头;13、凸模盖板;14、凸模座;15、垫子;16、滑块。
具体实施方式
12.下面结合附图和实施例对本实用新型作进一步说明:
13.如图1所示,本实用新型包括剖切装置a、送料装置b和冲壳装置c;剖切装置a安装在机床尾部3,冲壳装置c安装在机床滑块16上,送料装置b设置在机床尾部3与机床滑块16
之间,且与机床尾部3留有退料空隙,送料装置b底部的钳口中心线与剖切装置a的切断模5中心线、冲壳装置c的剖切冲8中心线一致。
14.所述剖切装置a包括凹模座2、切断模5和凹模盖板6,凹模座2中安装在机床尾部3,切断模5套装在凹模座2内,用凹模盖板6压紧固定。切断模5的口部直径大于芯料4的最大直径、小于壳包体10的壳体中部和后部的直径,切断模的作用是利用其与芯料4之间形成的剪切力,切断壳体前段1,并使芯料4和壳体前段1从切断模5中孔通过。
15.如图1和图2所示所示,所述送料装置b包括底座91、钳口92、弹簧拉杆93和进料盛具94,弹簧拉杆93设置底座91下底面,钳口92受弹簧拉杆的牵制张缩,钳口92上方装有进料盛具94。进料盛具94内重叠地排布有整齐的壳包体10,在壳包体重力作用下钳口92张开,壳包体落入卡口中,送料完成,送料装置b将壳包体10送至剖切冲8和切断模5的中心线位置。下次送料时,张开的钳口92可顶落前次附着在切断模5口部的壳体剖切段7。
16.如图1和图3所示,所述冲壳装置c包括剖切冲8、锥度夹头12、凸模盖板13和凸模座14,剖切冲8由锥度夹头12夹持并插入凸模座14中,锥度夹头12嵌入凸模座14前端锥形开口,用凸模盖板13压紧固定;凸模座14安装在机床滑块16上。垫子15塞在凸模座14内腔底部,调节剖切冲8的运动行程。
17.剖切冲8的作用是给壳包体10尾部施加冲击力,并利用切断模5刃口将壳体剖切段7剖切为四瓣。剖切冲8的直径大于壳包体10的最大直径,避免壳体剖切段7套在剖切冲8上。
18.机床可选用h103型150kn卧式冲床。
19.本实用新型的工作过程是:
20.剖切时,送料装置b将壳包体10送至剖切冲8、切断模5的中心线位置。随后,滑块16带动剖切冲8作用于壳包体10尾部,将壳包体10送至与切断模5接触的位置。
21.滑块16带动剖切冲8继续给壳包体10施压,壳包体10内置的芯料4与切断模5口部形成剪切关系,将壳体前段1剪切掉。
22.随着剖切冲的继续运动,芯料4和壳体前段1通过切断模5,进入的收集箱;同时剖切冲8的四个刃口将壳体剖切段7剖切为四瓣。滑块16带动剖切冲8回退后,切为四瓣的壳体剖切段7自动落下,或由送料装置8下次送料时顶落。至此剖切完成。
23.与现有技术相比,本实用型新型的技术效果是:
24.1、壳体剖切效率大幅提高,为50-60件/分钟;而普通车床车削加工效率为5-6件/分钟。
25.2、剖切完成后,只需简单分选芯料和壳体前段。
26.3、壳包体无需装夹,可实现自动送料。
技术特征:
1.一种用于剖切壳体的工具,其特征是:包括剖切装置a、送料装置b和冲壳装置c;剖切装置a安装在机床尾部(3),冲壳装置c安装在机床滑块(16)上,送料装置b设置在机床尾部(3)与机床滑块(16)之间,且与机床尾部(3)留有退料空隙,送料装置b底部的钳口中心线与剖切装置a的切断模(5)中心线、冲壳装置c的剖切冲(8)中心线一致。2.根据权利要求1所述的用于剖切壳体的工具,其特征是:所述剖切装置a包括凹模座(2)、切断模(5)和凹模盖板(6),凹模座(2)中安装在机床尾部(3),切断模(5)套装在凹模座(2)内,用凹模盖板(6)压紧固定,切断模(5)的口部直径大于芯料(4)的最大直径、小于壳包体(10)的壳体中部和后部的直径。3.根据权利要求2所述的用于剖切壳体的工具,其特征是:所述送料装置b包括底座(91)、钳口(92)、弹簧拉杆(93)和进料盛具(94),弹簧拉杆(93)设置底座(91)下底面,钳口(92)受弹簧拉杆的牵制张缩,钳口(92)上方装有进料盛具(94)。4.根据权利要求1、2或3所述的用于剖切壳体的工具,其特征是:所述冲壳装置c包括剖切冲(8)、锥度夹头(12)、凸模盖板(13)和凸模座(14),剖切冲(8)锥度夹头(12)夹持并插入凸模座(14)中,锥度夹头(12)嵌入凸模座(14)前端锥形开口,用凸模盖板(13)压紧固定;凸模座(14)安装在机床滑块(16)上。5.根据权利要求4所述的用于剖切壳体的工具,其特征是:还包括垫子(15),垫子(15)塞在凸模座(14)内腔底部。
技术总结
本实用新型公开了一种用于剖切壳体的工具,包括剖切装置A、送料装置B和冲壳装置C;剖切装置A安装在机床尾部(3),冲壳装置C安装在机床滑块(16)上,送料装置B设置在机床尾部(3)与机床滑块(16)之间,且与机床尾部(3)留有退料空隙,送料装置B底部的钳口中心线与剖切装置A的切断模(5)中心线、冲壳装置C的剖切冲(8)中心线一致。本实用新型与普通车床车削加工相比,实现自动送料,加工速度更快,提高了剖切壳体和收集内置芯料的效率。体和收集内置芯料的效率。体和收集内置芯料的效率。
技术研发人员:贾亚军 王炜 杨国庆 黄明 姚胜 刘频程 张亚军 鲜治会 银利
受保护的技术使用者:重庆嘉陵特种装备有限公司
技术研发日:2021.07.29
技术公布日:2022/3/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1