一种焊接用装夹定位结构的制作方法
1.本实用新型涉及装夹定位技术领域,尤其涉及一种焊接用装夹定位结构。
背景技术:
2.焊接件在开始加工前,首先必须使焊接件在夹具中占有某一正确的位置,这个过程称为定位;为了焊接件在焊接加工的过程中不会发生位移,始终保持在正确的位置,这就需要将焊接件压紧夹牢,这个叫做夹紧,定位和夹紧的整个过程合起来称为装夹;不方便对焊接件进行预装夹定位,影响焊接的效率,在对不同型号的焊接件进行大批量焊接加工时,就需要人们购买不同型号的装夹定位设备使用,增加人们的经济成本。
技术实现要素:
3.基于背景技术中存在的技术问题,本实用新型提出了一种焊接用装夹定位结构。
4.本实用新型提出的一种焊接用装夹定位结构,包括操作台,所述操作台上安装有环形电动滑轨,所述操作台上竖直安装有升降液压杆,所述升降液压杆的输出轴上安装有曲面板,所述曲面板上安装有环形曲线电动滑轨;所述环形电动滑轨、环形曲线电动滑轨上均滑动连接有多个滑块,滑块上安装有定制夹具。
5.优选的,滑块上安装有调节机构,调节机构包括固定块、液压杆组与一号调节块;所述固定块安装在所述滑块上,所述液压杆组安装在固定块内且液压杆组的输出杆均与一号调节块的底部连接,所述一号调节块上安装有所述定制夹具。
6.优选的,调节机构还包括一号电机、二号调节块与二号电机;所述一号电机安装在一号调节块的内部,所述二号调节块连接在一号电机的输出轴上,所述二号电机安装在二号调节块内,所述定制夹具安装在二号电机的输出轴上。
7.优选的,所述环形电动滑轨在地面上的投影与环形曲线电动滑轨在地面上的投影重合。
8.优选的,所述环形曲线电动滑轨包括依次收尾相连的装夹段、下降段、焊接段、上升段,焊接段距离环形电动滑轨的距离小于装夹段距离环形电动滑轨的距离。
9.本实用新型提出的一种焊接用装夹定位结构的有益效果:通过设置的环形电动滑轨、升降液压杆、环形曲线电动滑轨、定制夹具与调节机构,可以将两个需要焊接在一起的焊接件提前预装夹定位,再控制升降液压杆调整环形曲线电动滑轨上定制夹具夹持的焊接件之间保持合适的距离,确保在两个焊接件转动至焊接位时,两个焊接件的焊接位置能够接触在一起,以便于人们进行焊接加工,还可以根据焊接件的型号,对定制夹具进行调整位置,以便于夹紧焊接件,方便焊接件在转动至焊接位时能够使得焊接位置对齐接触在一起,提高人的焊接效率。
附图说明
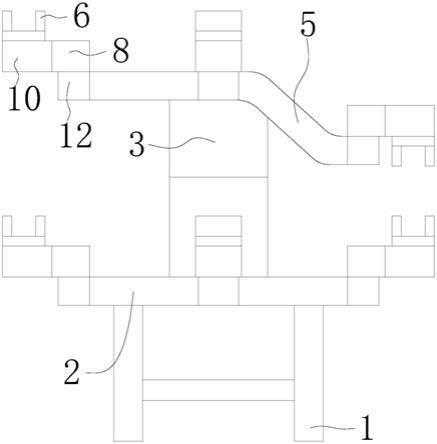
10.图1为本实用新型提出的一种焊接用装夹定位结构的结构示意图;
11.图2为本实用新型提出的一种焊接用装夹定位结构中调节机构的结构示意图;
12.图3为本实用新型提出的一种焊接用装夹定位结构中操作台的俯视结构示意图;
13.图4为本实用新型提出的一种焊接用装夹定位结构中环形曲线电动滑轨的结构示意图。
具体实施方式
14.参照图1-4,本实用新型提出一种焊接用装夹定位结构,包括操作台1,其中:
15.操作台1上安装有环形电动滑轨2,操作台1上竖直安装有升降液压杆3,升降液压杆3的输出轴上安装有曲面板4,曲面板4上安装有环形曲线电动滑轨5;环形电动滑轨2、环形曲线电动滑轨5上均滑动连接有多个滑块,滑块上安装有定制夹具6;升降液压杆3的周边还设置有多跟辅助伸缩杆,在对不同尺寸的焊接件焊接加工时,可以进行调整环形电动滑轨2、环形曲线电动滑轨5上定制夹具6之间的距离。
16.在具体的实施例中,滑块上安装有调节机构,调节机构包括固定块12、液压杆组7与一号调节块8;固定块12安装在滑块上,液压杆组7安装在固定块12内且液压杆组7的输出杆均与一号调节块8的底部连接,一号调节块8上安装有定制夹具6;可以方便人们根据实际情况对定制夹具6的高度进行微调。
17.在具体的实施例中,调节机构还包括一号电机9、二号调节块10与二号电机11;一号电机9安装在一号调节块8的内部,二号调节块10连接在一号电机9的输出轴上,二号电机11安装在二号调节块10内,定制夹具6安装在二号电机11的输出轴上;可以方便人们根据焊接件的实际情况,调整焊接件的偏斜装夹的角度,以便于焊接件的对准对齐。
18.在具体的实施例中,环形电动滑轨2在地面上的投影与环形曲线电动滑轨5在地面上的投影重合;可以方便焊接件对准对齐,以便于人们进行焊接。
19.在具体的实施例中,环形曲线电动滑轨5包括依次收尾相连的装夹段、下降段、焊接段、上升段,焊接段距离环形电动滑轨2的距离小于装夹段距离环形电动滑轨2的距离;可以使得两个装夹后的两个焊接件相互靠近,并使得两个焊接件的焊接位置对准对齐,以便于人们进行焊接加工。
20.本实用新型的工作原理:在对两个焊接件焊接时,可以将相对应的定制夹具6安装在二号电机11的输出轴上,再根据两个焊接件的情况将其分别夹紧在环形电动滑轨2上的定制夹具6上与环形曲线电动滑轨5上对应位置的定制夹具6上,通过一号电机9与二号电机11工作转动,使得两个定制夹具6同步转动至焊接位时,使得两个焊接件的焊接位置对准对齐,同时将其它定制夹具6一同调整好;人们再将其它的焊接件装夹在其它的定制夹具6上,再同步转动,将两个需要焊接在一起的焊接件装夹对应的定制夹具6上,在环形曲线电动滑轨5上的定制夹具6在转动时会在装夹段将焊接件装夹好,随着环形曲线电动滑轨5上的滑块滑动,进入下降段再到达焊接段,同时带动焊接件下降与下方环形电动滑轨2上对应定制夹具6上的焊接件接触,使得两个焊接件的焊接位置对准对齐,人们再对对准对齐的位置进行焊接加工,焊接加工后的两个焊接件,先其中一个定制夹具6松开,另一个定制夹具6将焊接加工后的焊接件输送至下一工位,人们再将焊接结束的焊接件取下,同时其它定制夹具6上的焊接件转动焊接位上,人们继续进行焊接工作。
21.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不
局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种焊接用装夹定位结构,其特征在于,包括操作台(1),所述操作台(1)上安装有环形电动滑轨(2),所述操作台(1)上竖直安装有升降液压杆(3),所述升降液压杆(3)的输出轴上安装有曲面板(4),所述曲面板(4)上安装有环形曲线电动滑轨(5);所述环形电动滑轨(2)、环形曲线电动滑轨(5)上均滑动连接有多个滑块,滑块上安装有定制夹具(6)。2.根据权利要求1所述的一种焊接用装夹定位结构,其特征在于,滑块上安装有调节机构,调节机构包括固定块(12)、液压杆组(7)与一号调节块(8);所述固定块(12)安装在所述滑块上,所述液压杆组(7)安装在固定块(12)内且液压杆组(7)的输出杆均与一号调节块(8)的底部连接,所述一号调节块(8)上安装有所述定制夹具(6)。3.根据权利要求2所述的一种焊接用装夹定位结构,其特征在于,调节机构还包括一号电机(9)、二号调节块(10)与二号电机(11);所述一号电机(9)安装在一号调节块(8)的内部,所述二号调节块(10)连接在一号电机(9)的输出轴上,所述二号电机(11)安装在二号调节块(10)内,所述定制夹具(6)安装在二号电机(11)的输出轴上。4.根据权利要求1所述的一种焊接用装夹定位结构,其特征在于,所述环形电动滑轨(2)在地面上的投影与环形曲线电动滑轨(5)在地面上的投影重合。5.根据权利要求1所述的一种焊接用装夹定位结构,其特征在于,所述环形曲线电动滑轨(5)包括依次收尾相连的装夹段、下降段、焊接段、上升段,焊接段距离环形电动滑轨(2)的距离小于装夹段距离环形电动滑轨(2)的距离。
技术总结
本实用新型提出了一种焊接用装夹定位结构,通过设置的环形电动滑轨、升降液压杆、环形曲线电动滑轨、定制夹具与调节机构,可以将两个需要焊接在一起的焊接件提前预装夹定位,再控制升降液压杆调整环形曲线电动滑轨上定制夹具夹持的焊接件之间保持合适的距离,确保在两个焊接件转动至焊接位时,两个焊接件的焊接位置能够接触在一起,以便于人们进行焊接加工,还可以根据焊接件的型号,对定制夹具进行调整位置,以便于夹紧焊接件,方便焊接件在转动至焊接位时能够使得焊接位置对齐接触在一起,提高人的焊接效率。提高人的焊接效率。提高人的焊接效率。
技术研发人员:潘胜华 陆中亚 后明星 谷强
受保护的技术使用者:宣城鑫途智能装备有限公司
技术研发日:2021.07.29
技术公布日:2022/1/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1