一种三角支承整形模具及三角支承整形工装的制作方法
1.本实用新型涉及整形模具领域,尤其涉及一种三角支承整形模具及三角支承整形工装。
背景技术:
2.锻造成形是指对金属施加外力,使金属产生塑性变形,改变坯料的形状和尺寸,改善其内部组织和力学性能,获得一定形状、尺寸和性能的毛坯或零件的成形加工方法。由于三角支承锻件比较薄而且长,切边完成后变形,常规的做法是通过人工单个整形进行校正。
技术实现要素:
3.为了解决三角支承锻件切边完成通过人工单个整形进行校正导致操作生产效率低下的问题,本实用新型采用以下技术方案:
4.一种三角支承整形模具,包括模具座,所述模具座上开设有整形槽,所述整形槽包括第一凹槽、第二凹槽、第三凹槽,第一凹槽、第二凹槽、第三凹槽依次连接,第一凹槽的深度大于第二凹槽的深度;第二凹槽的深度大于第三凹槽的深度;第一凹槽的侧面与模具座顶面之间的夹角为4度,第二凹槽的侧面与模具座顶面之间的夹角为5度,第一凹槽底面上开设有凸台,凸台的高度为55~56mm。
5.具体的,第一凹槽为圆形凹槽,凸台为半弧形。
6.具体的,凸台的高度为55.7mm。
7.具体的,第一凹槽和第二凹槽连接形成的底面轮廓形状为梯形侧边与圆形相切,且与圆形形成的差集形状,第一凹槽和第二凹槽连接形成的底面向下凹陷呈v型。
8.一种三角支承整形工装,应用上述的一种三角支承整形模具及三角支承整形工装。
9.综上,本实用新型本装置具有以下优点:该三角支承整形模具,通过在凹槽底面与锻件之间形成一段空隙,对于尺寸有差异三角锻件都可以进行整形,解决人工单个整形进行校正导致操作生产效率低下的问题。
附图说明
10.图1是一种三角支承整形整体工装的结构示意图;
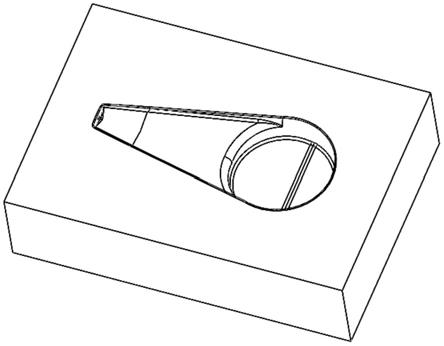
11.图2是一种三角支承整形模具及三角支承整形工装的结构示意图;
12.图3是一种三角支承整形锻件放置于一种三角支承整形模具及三角支承整形工装的侧视图;
13.图4是一种三角支承整形锻件的侧视图;
14.附图标记:1整形上模;2整形长方条;3三角支承整形锻件;4三角支承整形模具;
15.401模具座;402第二凹槽;403第一凹槽;404凸台;405第三凹槽。
具体实施方式
16.下面结合图1至图4对本实用新型做进一步说明。
17.一种三角支承整形模具,包括模具座401,模具座401上开设有整形槽,整形槽包括第一凹槽403、第二凹槽402、第三凹槽405。第一凹槽403、第二凹槽402、第三凹槽405依次呈台阶式连接,第一凹槽403的深度大于第二凹槽402的深度,第二凹槽402的深度大于第三凹槽405的深度。第一凹槽403和第二凹槽402连接形成的底面轮廓形状为梯形侧边与圆形相切,且与圆形形成的差集形状,第一凹槽403和第二凹槽402连接形成的底面向下凹陷呈v型。第一凹槽403底面为圆形。为了使得三角支承贴紧于模具座401上进行整形时,由于需要对大量的锻件3进行整形,每个锻件3之间有一定的差异,所以在锻件3与凹槽之间存留有一定的孔隙,方便进行调整,除此之外,还避免锻件3承受过大的压力,被挤压损坏。所以在第一凹槽403的侧面与模具座401顶面之间的夹角为4度,第二凹槽402的侧面与模具座401顶面之间的夹角为5度,这样当锻件3放置在整形槽内,锻件3与第二凹槽402底面形成空隙。第一凹槽403底面上开设有凸台404,凸台404为半弧形,凸台404的高度为55.7mm,锻件3放置在整形槽内,锻件3放置在整形槽内与第一凹槽403底面形成空隙。
18.一种三角支承整形工装,包括整形上模1,三角支承整形模具4,导柱,整形长方条2。在整形上模1与三角支承整形模具4之间通过的导柱支承连接,整形长方条2设置于三角支承整形模具4上。将锻件3放在三角支承整形模具4,由于整形上模1是平的,整形上模1压在整形长方条2上面,整形长方条2在作用于锻件3上,实现锻件3的整形。
19.综上所述,本实用新型具有以下优点:该三角支承整形模具,通过在凹槽底面与锻件之间形成一段空隙,对于尺寸有差异三角锻件都可以进行整形,解决人工单个整形进行校正导致操作生产效率低下的问题。除此之外,空隙还能当锻件承受过大的压力,给与锻件一定缓冲。
20.可以理解的是,以上关于本实用新型的具体描述,仅用于说明本实用新型而并非受限于本实用新型实施例所描述的技术方案。本领域的普通技术人员应当理解,仍然可以对本实用新型进行修改或等同替换,以达到相同的技术效果;只要满足使用需要,都在本实用新型的保护范围之内。
技术特征:
1.一种三角支承整形模具,包括模具座,所述模具座上开设有整形槽,其特征在于,所述整形槽包括第一凹槽、第二凹槽、第三凹槽,所述第一凹槽、第二凹槽、第三凹槽依次连接,所述第一凹槽的深度大于所述第二凹槽的深度;所述第二凹槽的深度大于所述第三凹槽的深度;所述第一凹槽的侧面与所述模具座顶面之间的夹角为4度,所述第二凹槽的侧面与所述模具座顶面之间的夹角为5度,所述第一凹槽底面上开设有凸台,所述凸台的高度为55~56mm。2.根据权利要求1所述一种三角支承整形模具,其特征在于,所述第一凹槽为圆形凹槽,所述凸台为半弧形。3.根据权利要求1所述一种三角支承整形模具,其特征在于,所述凸台的高度为55.7mm。4.根据权利要求1所述一种三角支承整形模具,其特征在于,所述第一凹槽和第二凹槽连接形成的底面轮廓形状为梯形侧边与圆形相切,且与圆形形成的差集形状,所述第一凹槽和第二凹槽连接形成的底面向下凹陷呈v型。5.一种三角支承整形工装,其特征在于,应用权利要求1-4任一项所述的一种三角支承整形模具及三角支承整形工装。
技术总结
一种三角支承整形模具,涉及整形模具领域。包括模具座,模具座上开设有第一凹槽、第二凹槽、第三凹槽,且它们依次连接,第二凹槽的深度大于第三凹槽的深度;第一凹槽的侧面与模具座顶面之间的夹角为4度,第二凹槽的侧面与模具座顶面之间的夹角为5度,这样当锻件放置在整形槽内,锻件与第二凹槽底面形成空隙。第一凹槽底面上开设有凸台,凸台的高度为55.7mm,锻件放置在整形槽内,锻件放置在整形槽内与第一凹槽底面形成空隙。该三角支承整形模具,通过在凹槽底面与锻件之间形成一段空隙,对于尺寸有差异三角锻件都可以进行整形,解决人工单个整形进行校正导致操作生产效率低下的问题。应用该模具的三角支承整形工装,实现对锻件高效整形的功能。效整形的功能。效整形的功能。
技术研发人员:李运亮
受保护的技术使用者:无锡东海锻造有限公司
技术研发日:2021.08.24
技术公布日:2022/2/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1