焊接机的制作方法
1.本实用新型涉及焊接设备领域,特别涉及一种焊接机。
背景技术:
2.消费电子产品往往内部结构复杂,零部件数量多且精度要求高,其生产制造工艺复杂。声学产品内的关键零部件具有外形细小、装校困难的特点,部件在实际焊接生产过程中,对焊接后组合体良率、生产效率有着较高的要求。现有的焊接设备中,各个工序的设备分布不合理,导致待焊接的零部件输送不顺畅,待焊接件的输送机构繁多,焊接生成的焊接结合体输送不便,影响焊接效率。
技术实现要素:
3.本实用新型的主要目的是提出一种焊接机,旨在解决现有的焊接机结构复杂、分布不合理的问题。
4.为实现上述目的,本实用新型提出的焊接机,用于将冲压件和机加工件焊接形成焊接结合体,所述冲压件设于料带上,所述焊接机包括:
5.工作台;
6.焊接装置,设于所述工作台,所述焊接装置具有焊接工位;
7.料带驱动装置,设于所述工作台,用于驱动所述料带定向运动;
8.上料装置,设于所述工作台,用于抓取所述机加工件;以及
9.摇料装置,设于所述工作台;所述料带驱动装置用于驱动所述料带移动至所述焊接工位,所述上料装置用于将所述机加工件输送至所述焊接工位,所述焊接装置在所述焊接工位焊接所述冲压件和所述机加工件,以形成所述焊接结合体,所述摇料装置用于将所述焊接结合体从所述料带上移出。
10.可选地,所述上料装置包括:
11.定位治具,可移动地设于所述工作台,用于摆放所述机加工件;以及
12.顶升机构,设于所述工作台,并与所述定位治具驱动连接,所述顶升机构用于驱动所述定位治具,以使所述机加工件移动至所述焊接工位。
13.可选地,所述上料装置还包括:
14.焊接前翻转机构,设于所述工作台,所述焊接前翻转机构用于抓取所述机加工件,并将所述机加工件翻转至预设焊接姿态;以及
15.第一机器人,设于所述工作台,所述第一机器人用于抓取所述焊接前翻转机构上的机加工件,并将所述机加工件以所述预设焊接姿态移动至所述定位治具。
16.可选地,所述摇料装置包括:
17.摇料驱动机构,设于所述工作台;以及
18.摇料夹爪,设于所述工作台,所述摇料夹爪用于夹取所述焊接结合体;所述摇料驱动机构用于驱动所述料带与所述焊接结合体相对移动,以使所述焊接结合体自所述料带上
移出。
19.可选地,所述焊接装置还包括:
20.压合机构,设于所述焊接装置,所述压合机构用于压紧所述料带,以使所述冲压件压紧在所述机加工件上。
21.可选地,所述工作台设有用于放置所述料带的料卷送料机构,所述料带驱动装置包括:
22.第一拉料机构,设于所述工作台,所述第一拉料机构设于所述料卷送料机构和所述焊接装置之间;以及
23.第二拉料机构,设于所述工作台,所述焊接装置设于所述第二拉料机构和所述第一拉料机构之间,所述第一拉料机构和所述第二拉料机构用于牵引所述料带向所述焊接装置方向运动。
24.可选地,所述焊接机还包括:
25.上料仓,设于所述工作台,用于放置所述机加工件,所述上料装置用于从所述上料仓抓取所述机加工件;和/或
26.下料仓,设于所述工作台,用于放置自所述料带上取出的所述焊接结合体。
27.可选地,所述工作台设有下料仓,所述下料仓设有料盘,所述焊接机还包括:
28.下料翻转机构,设于所述工作台,所述下料翻转机构用于抓取所述摇料装置移出的焊接结合体,并翻转至预设下料姿态;以及
29.第二机器人,设于所述工作台,所述第二机器人用于抓取所述下料翻转机构上的焊接结合体,并将所述焊接结合体以所述预设下料姿态移动至所述下料仓的料盘内。
30.可选地,所述焊接机还包括:
31.第一检测装置,设于所述工作台,所述第一检测装置用于在所述上料装置上料前对所述机加工件进行检测;和/或
32.第二检测装置,设于所述工作台,所述第二检测装置用于在所述焊接装置焊接前对所述机加工件进行检测。
33.可选地,所述焊接机还包括:
34.裁切装置,设于所述工作台,所述裁切装置用于在所述摇料装置将所述焊接结合体从所述料带上移出后,切断所述料带。
35.本实用新型技术方案通过采用料带驱动装置驱动料带连同料带上的冲压件向焊接装置的焊接工位移动,以实现冲压件的同步输送,利用料带的输送,方便将冲压件在焊接工位进行定位,降低定位难度,减少冲压件的定位和抓取难度;通过上料装置实现机加工件的上料操作,并利用焊接装置对机加工件和冲压件进行焊接;通过摇料装置将焊接形成的焊接结合体从料带上移出,实现焊接结合体从料带上脱离,整体结构可以实现在料带的输送方向上连续分布,自动化程度高,方便空间布局,设备之间不容易出现移动轨迹干涉,焊接效率高。
附图说明
36.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅
是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
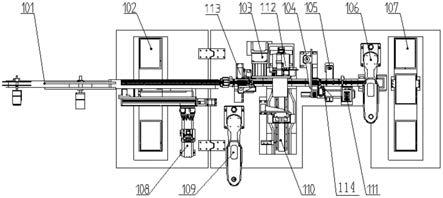
37.图1为本实用新型焊接机一实施例的俯视图;
38.图2为本实用新型焊接机的一实施例的侧视图。
39.附图标号说明:
40.标号名称标号名称101料卷送料机构102上料仓103激光焊接机构104摇料装置105摇料驱动机构106第二机器人107下料仓108焊接前翻转机构109第一机器人110焊接装置111下料翻转机构112压合机构113第一拉料机构114第二拉料机构203搬运夹爪204上料吸头205定位治具206摇料夹爪207下料吸头208裁切装置209第一检测装置210第二检测装置
41.本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
42.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
43.需要说明,若本实用新型实施例中有涉及方向性指示(诸如上、下、左、右、前、后
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
44.另外,若本实用新型实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
45.本实用新型提出一种焊接机,焊接机用于输入冲压件和机加工件,并将冲压件和机加工件的预设位置相互焊接,以使冲压件和机加工件形成焊接结合体。焊接机具有焊接装置110,焊接工位设于焊接装置110的预设位置,以使机加工件和冲压件达到焊接工位时,焊接装置110能够启动焊接机构,进行焊接操作。其中,冲压件和机加工件上分别设置有预定的焊接位置,当冲压件和机加工件分别输送到焊接机的焊接工位时,进行焊接操作,通过焊接装置110对冲压件和机加工件的焊接位置进行焊接,以使两者的焊接位置在焊料的作
用下相互连接。图1至2为本实用新型的实施例所对应的附图。
46.请参阅图1和图2,在一实施例中,冲压件设于料带上,焊接机还包括:
47.工作台(图中未示出);焊接装置110设于工作台,焊接装置110具有焊接工位;工作台形成用于输送机加工件和冲压件的平台,同时也能形成用于安装其他功能部件平台,以使焊接机的多个功能部件均能位于预设位置。工作台上设置有用于安装料带的料卷送料机构101,料带可以卷绕在料卷送料机构101上,以实现料带的连续输送。冲压件可以与料带相互连接固定,以使料带移动时,冲压件能够同步移动。本实施例中,冲压件可以与料带一体冲压形成,料带呈长条状卷绕在料卷送料机构101的卷料盘上,以使冲压件可以同步固定起来。
48.料带驱动装置,设于工作台,用于驱动料带定向运动;料带驱动装置用于带动料带相对移动,以限定料带的移动轨迹和移动距离。料带的移动轨迹经过焊接装置110的焊接工位,以使料带上的冲压件能够依次经过焊接工位。
49.上料装置,设于工作台,用于抓取机加工件;上料装置用于将机加工件输送至焊接工位。机加工件的输送频率与冲压件的输送频率相一致,每一焊接结合体所需的冲压件和机加工件的数量相对一致,上料装置与料带驱动装置相互配合,以使输送至焊接工位的冲压件和机加工件的数量达到预设要求。上料装置可以采用机械手,也可以采用机械手与其他相结合的方式。
50.摇料装置104,设于工作台;摇料装置104能够抓取焊接结合体,以对焊接结合体施加作用力,焊接结合体能够从料带上脱落。摇料装置104用于在机加工件和冲压件完成焊接之后,将形成的焊接结合体取出。由于冲压件设置在料带上,摇料装置104用于使焊接结合体从料带上脱落。摇料装置104可以通过带动焊接结合体相对料带运动,以使焊接结合体与料带的连接处断裂。摇料装置104相对料带的移动方式,可以为沿着预设方向往复运动,以使焊接结合体与料带的连接部位断裂,焊接结合体相对料带脱落。
51.在另一实施例中,摇料装置104可以驱动料带相对移动,焊接结合体保持相对固定状态,当料带相对移动时,料带与焊接结合体的连接部位断裂,以使焊接结合体从料带上脱落取出。
52.在再一实施例中,摇料装置104也可以相对切割焊接结合体与料带的连接部位,以使焊接结合体与料带的连接部位断开,进而方便将焊接结合体移出。
53.在焊接机运行时,料带驱动装置用于驱动料带移动至焊接工位,上料装置用于将机加工件输送至焊接工位,料带上的冲压件与机加工件的位置相对应,以使冲压件和机加工件在焊接工位相互贴合,焊接装置110在焊接工位焊接冲压件和机加工件,以形成焊接结合体,摇料装置104用于将焊接结合体从料带上移出,以使焊接结合体与料带相互脱离,形成的焊接结合体可以放置在工作台上预设的下料仓107,以将焊接结合体进行装盘操作。
54.由于冲压件设置在料带上,在输入冲压件时,可以直接带动料带整体移动,以使冲压件能够同步移动。冲压件可以沿着料带的长度方向等间隔排布,也可以按照预设规律多个冲压件为一组。当冲压件在料带上等间隔分布时,料带驱动装置可以间歇性驱动料带,以使料带能够按照预设间隔间歇性移动,冲压件按照预设频率间歇性输送。当冲压件为多个一组设置时,料带驱动装置可以驱动料带按照预设速度匀速运动,以使料带上的冲压件按组间歇性输送。
55.在一实施例中,工作台设有用于放置料带的料卷送料机构101,料带驱动装置包括相互间隔设置的第一拉料机构113和第二拉料机构114,第一拉料机构113和第二拉料机构114分别设于工作台,第一拉料机构113设于料卷送料机构101和焊接装置110之间;焊接装置110设于第二拉料机构114和第一拉料机构113之间,第一拉料机构113和第二拉料机构114用于牵引料带向焊接装置110方向运动。第一拉料机构113靠近料卷送料机构101,料带自第一拉料机构113输入,并由第二拉料机构114输出。料带上的冲压件自第一拉料机构113向第二拉料机构114移动过程中,料带的移动轨迹经过焊接工位,以使料带上的冲压件能够达到焊接工位进行焊接。
56.第一拉料机构113和第二拉料机构114同步运动,以实现料带的同步输送。当冲压件在料带上呈等间隔分布时,第一拉料机构113和第二拉料机构114可以呈间歇性驱动,以使料带能够同步间歇性运动。第一拉料机构113和第二拉料机构114可以采用棘轮机构,通过棘轮的单向运动,控制料带按照预设轨迹单向移动。当冲压件为多个一组设置时,第一拉料机构113和第二拉料机构114可以为滚轮结构,也可以采用前述棘轮结构。第一拉料机构113和第二拉料机构114的驱动结构,可以采用电机,也可以采用其他能够料带定向移动的驱动装置。由于冲压件设置在料带上,在输送冲压件时,仅需要整体输送料带,不需要单个抓取冲压件,可以减少抓取设备,在进行焊接时,料带能够起到对冲压件进行限位的作用,进而减少冲压件的定位装置,提升工作台上的空间利用率。
57.当料带上的冲压件与机加工件相互焊接形成焊接结合体之后,摇料装置104将焊接结合体从料带上移出,此时料带上没有冲压件的部位,可以通过裁切装置208裁切下来,裁切装置208设于工作台,裁切装置208用于在摇料装置104将焊接结合体从料带上移出后,切断料带,切断的料带可以从工作台下方移出,也可以在工作台上设置用于收集料带的工位。裁切装置208可以采用切刀,可以采用气缸、电机组件等驱动切刀间歇性地向料带位置移动,以使切刀间歇性地切割料带。
58.在冲压件与机加工件相互焊接形成焊接结合体之后,焊接结合体随冲压件附着在料带上,当焊接结合体自焊接工位移出之后,可以进行摇料操作,以使摇料装置104与焊接装置110之间没有相互干涉。摇料装置104对焊接结合体施加作用力,以使焊接结合体与料带连接部位断裂,焊接结合体自料带上脱落并取出。在一实施例中,摇料装置104包括设于工作台的摇料驱动机构105以及和摇料夹爪206,工作台上可以设置摇料搬运轴,通过摇料搬运轴与摇料夹爪206相连接,以驱动摇料夹爪206按照预设轨迹移动,摇料夹爪206用于夹取焊接结合体,以使摇料夹爪206带动焊接结合体自料带上移出。摇料夹爪206也可以用于夹持和固定焊接结合体,以使焊接结合体在预设位置保持预设角度。
59.摇料驱动机构105用于使料带与焊接结合体相对移动,摇料夹爪206夹持焊接结合体,当焊接结合体与料带相互错位时,焊接结合体与料带的连接部位断开。摇料驱动机构105可以采用凸轮等结构与摇料板相互配合,凸轮结构与摇料板相连接,凸轮结构转动时,能够驱动摇料板按照预设轨迹移动,摇料板可以用于抵推料带,以使料带能够按照预设轨迹移动,当摇料夹爪206夹持住焊接结合体之后,摇料板抵推料带相对焊接结合体移动,使得焊接结合体与料带连接部位断开。当冲压件按照预设规律呈间隔设置在料带上时,凸轮结构可以按照预设规律转动,以使凸轮结构可以带动摇料板按照预设间隔抵推料带,进而可以使料带的预设位置相对焊接结合体移动。所述凸轮结构的驱动方式,可以采用气缸或
电机系统等。凸轮结构的驱动控制方法,可以参考现有技术。
60.在其他实施例中,摇料驱动机构105上可以设置导轨,摇料板可以沿着导轨定向移动,以使摇料板拨动料带沿着预设轨迹定向移动。
61.焊接装置110可以采用激光焊接机构103,当冲压件和机加工件达到焊接工位时,激光焊接机构103对冲压件和机加工件进行激光焊接,以形成焊接结合体。在一实施例中,焊接装置110还设有压合机构112,压合机构112用于压紧料带,由于冲压件设置在料带上,当压紧料带时,对应位置处的冲压件压紧在机加工件上,以使冲压件和机加工件相互紧贴,当焊接装置110进行焊接时,能够提升焊接效率,避免焊接不良的问题。
62.在一实施例中,焊接机还包括上料仓102,用于放置机加工件,上料装置用于从上料仓102抓取机加工件,机加工件可以按照预设摆放方式摆放在上料仓102内,上料装置自上料仓102抓取机加工件。上料仓102设于工作台,上料仓102的输出口设置在工作台上方,以方便上料装置抓取机加工件。上料仓102的输入口可以设置在工作台的上方,以方便摆放机加工件。也可以将上料仓102的输入口设置在工作台内,以从工作台内部输入机加工件,避免从工作台上方上料对工作台上的功能部件产生干涉。
63.在另一实施例中,焊接机还包括下料仓107,用于放置焊接结合体,摇料装置104将焊接结合体从料带上移出至下料仓107。下料仓107内可以设置下料盘,用于按照预设方式摆放焊接结合体。下料仓107设于工作台,以方便快速输出焊接结合体。
64.料卷送料机构101、上料仓102、上料装置、焊接装置110、摇料装置104、裁切装置208以及下料仓107可以依次设置,第一拉料机构113和第二拉料机构114位于料卷送料机构101和摇料装置104之间,以使料带可以连续输送。由于料带可以连续输送,上述功能部件可以依次间隔设置,相互之间不容易产生干涉。
65.在一实施例中,为了方便检测机加工件的来料状态,工作台上设有第一检测装置209,第一检测装置209用于在上料装置上料前对机加工件进行检测,所述检测包括检测机加工件是否存在歪斜、机加工件的形态等;第一检测装置209可以通过检测机加工件的姿态、水平投影面积等参数,确定机加工件是否满足焊接上料要求。可选地,第一检测装置209采用aoi(automated optical inspection,自动光学检测)装置,以对机加工件进行光学检测。第一检测装置209可以设置在上料仓102上方,以对上料装置抓取的机加工件进行歪斜、有无检测。
66.工作台上可以设置用于摆放机加工件的料盘,以第一检测装置209获取料盘内的机加工件的姿态为例,焊接机的控制系统可以预存机加工件的标准姿态参数,将第一检测装置209获取的当前机加工件的姿态与标准姿态参数进行对比,当达到预设阈值时,则认定当前机加工件的姿态符合焊接上料需求;当当前机加工件的姿态与标准姿态参数的差值超出预设阈值,则认定当前机加工件不符合上料需求,将其剔除。可以理解的是,第一检测装置209也可以用于获取机加工件的其他参数,不再赘述。
67.在一实施例中,为方便机加工件在焊接前是否满足焊接要求,所述焊接要求可以为机加工件在焊接前的摆放姿态等;工作台上设有第二检测装置210,第二检测装置210用于对焊接结合体进行检测,确定机加工件是否满足焊接所需要求,如机加工件的当前摆放姿态是否满足焊接装置焊接工艺需求。第二检测装置210可以采用上述第一检测装置209所采用的设备和检测方法,不再赘述。
68.在一实施例中,可选地,上料装置包括:
69.定位治具205,可移动地设于工作台,用于摆放机加工件;定位治具205与机加工件相适配,用于承载机加工件,并使机加工件保持预设姿态。
70.顶升机构(图中未示出),设于工作台,并与定位治具205驱动连接,顶升机构用于驱动定位治具205,以使机加工件移动至焊接工位。定位治具205的初始高度低于料带,机加工件摆放在定位治具205上之后,顶升机构顶推定位治具205上移,以使定位治具205上的机加工件达到焊接工位。当焊接完成之后,顶升机构可以带动定位治具205下移,以使定位治具205再次返回初始位置。顶升机构可以采用气缸、电机组件等,以实现定位治具205按照预设轨迹往复运动。定位治具205上可以设置与机加工件形状相适配的定位槽或定位夹具,以使机加工件能够按照预设焊接姿态摆放。当顶升机构顶推定位治具205向焊接工位移动时,机加工件达到焊接工位时,机加工件呈现预设焊接姿态。当设置有第二检测装置210时,第二检测装置210可以用于检测机加工件在定位治具205内的姿态,以使机加工件的摆放状态符合焊接装置焊接所需要求。
71.在一实施例中,当机加工需要以特定姿态与冲压件相配合时,上料装置还包括设于工作台的焊接前翻转机构108以及第一机器人109,焊接前翻转机构108用于抓取机加工件,并将机加工件翻转至预设焊接姿态,第一机器人109用于抓取焊接前翻转机构108上的机加工件,并将机加工件以预设焊接姿态移动至定位治具205。机加工件在定位治具205上保持预设焊接姿态,在顶升机构的推动下,向焊接工位移动。
72.第一机器人109可以采用机械手,机械手上可以设置上料吸头204,通过上料吸头204吸附机加工件,以使机加工件按照预设焊接姿态移动。机械手上可以设置多个上料吸头204,可以采用负压吸附等方式实现抓取机加工件。机械手上还可以设置压块等压紧结构,以压紧机加工件,以使机加工件保持预设焊接姿态。上料吸头204可以为仿形吸嘴,与机加工件的外形相适配。
73.采用搬运夹爪203将机加工件搬运至焊接前翻转机构108,其中,搬运夹爪203可以自上料仓102抓取机加工件,并将机加工件按照预设轨迹移动至翻转位置,通过驱动翻转机构108内产品载具,实现机加工件的同步翻转,以使机加工件呈现预设焊接姿态。
74.通过设置焊接前翻转机构108,能够根据需要对机加工件进行姿态调整。以机加工件整体呈长条状弧形结构为例,冲压件上可以设置与机加工件相适配的弧形凸面,焊接前翻转机构108的的产品载具抓取机加工件之后进行翻转,以使机加工件的弧形凹面与冲压件的弧形凸面相对设置,此时机加工件呈预设焊接姿态,第一机器人109抓取机加工件,以使机加工件保持预设焊接姿态,机加工件在定位治具205上保持预设焊接姿态,顶升机构顶推定位治具205上移,以使机加工件达到焊接工位,焊接装置110的激光焊接机构103对冲压件的弧形凸面和机加工件的弧形凹面进行焊接,以形成焊接结合体。
75.在一实施例中,工作台设有下料仓107,焊接机还包括设于工作台的下料翻转机构111以及第二机器人106,下料翻转机构111用于抓取摇料装置104移出的焊接结合体,并翻转至预设下料姿态;第二机器人106用于抓取下料翻转机构111上的焊接结合体,并将焊接结合体以预设下料姿态移动至下料仓107。下料仓107可以设置用于摆放焊接结合体的料盘,下料翻转机构111抓取焊接结合体之后进行翻转,以使焊接结合体呈预设下料姿态,预设下料姿态与料盘内的摆放空间相适配,以使焊接结合体按照预设姿态摆放在料盘内。第
二机器人106用于转接焊接结合体,以使焊接结合体能够按照预设下料姿态在下料翻转机构111和下料仓107之间移动。第二机器人106上可以设置下料吸头207,通过下料吸头207吸附焊接结合体。其中,下料吸头207可以采用仿形吸嘴,与焊接结合体的形状相适配。
76.由于将冲压件设置在料带上,在输送料带的同时,可以实现将冲压件由料卷送料机构101向焊接工位移动,不需要对每个冲压件进行单独抓取和输送,进而可以减少焊接机上的冲压件抓取机构。在料带的连续输送过程中,同步进行机加工件的输送,以使机加工件能够与冲压件相适配。在机加工件上料时,首先对上料盘内的机加工件进行光学检测,以保证机加工件的来料状态。由于机加工件在输送至焊接工位之前,可以通过焊接前翻转机构108进行翻转,以调整机加工件的姿态,可以将机加工件与冲压件相适配,特别是用于特殊形状的冲压件和机加工件时,可以对机加工件进行姿态调整,以匹配冲压件的焊接部位,提高焊接精度。在完成焊接形成焊接结合体时,通过摇料装置104将焊接结合体从料带上取出,并通过下料翻转机构111对焊接结合体进行翻转,以调整焊接结合体的姿态,使焊接结合体能够按照预设姿态摆放至下料仓107,焊接结合体自焊接机移出之后,无需进行再次摆放,简化后续加工工序。整个焊接机的上料、焊接、下料均沿料带的移动轨迹设置,可以充分利用工作台上的空间,减少不同部件之间的干涉,提高焊接效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1