一种自动找正的焊枪装置的制作方法
1.本实用新型涉及焊接技术领域,尤其涉及用于涡轮增压器涡轮壳焊接的一种自动找正的焊枪装置。
背景技术:
2.焊接装置作为重要的生产加工工具被广泛使用在制造业上,在涡轮增压器涡轮壳焊接过程中,由于生产制造过程中出现的衬套孔位置度公差无法保证,操作时需要人工目测焊针居中焊接,受到人眼视力及工作经验等问题影响,人工焊接效率不高,一方面增加了操作工的难度,另一方面也降低了生产效率。尤其碰到需要对产品进行找正焊接时,目测对针对于焊接点不好准确把握,焊接困难,容易出现焊坏焊偏的情况,增加了产品返工返修的情况。
技术实现要素:
3.本实用新型的目的是克服现有技术中工人目测焊针居中焊接的困难,提供一种plc系统控制的自动找正、精准对针焊接的焊枪装置。
4.实现本实用新型目的的技术方案是:一种自动找正的焊枪装置,包括焊枪,还包括照相机,所述焊枪整体下方安装有工装本体,所述焊枪上端部设置在移动支架上,所述照相机设置在照相机固定架一端,所述照相机固定架另一端与焊枪上部连接,所述照相机固定架设置在移动支架下部,所述焊枪和照相机分别与plc控制系统连接。
5.上述技术方案所述工装本体包括底板和设置在底板上端的主支撑板,所述主支撑板上连接有定位柱,所述底板右端设置有锁紧板。
6.上述技术方案所述底板左端设置有调节板,所述调节板顶端设置有沿调节板长度方向布置的滑槽,所述滑槽内滑动安装滑块,所述滑块端部设有凹口,所述凹口内放置拨板,所述拨板一端沿调节板宽度方向伸出滑块。
7.上述技术方案所述滑块上设有封板,锁紧板右侧固定设有筋板。
8.上述技术方案所述工装本体上放置待焊接品。
9.上述技术方案所述照相机固定架设置在1/2焊枪上端。
10.采用上述技术方案后,本实用新型具有以下积极的效果:
11.(1)本实用新型整体结构简单,通过照相机和plc系统控制,实现了焊接位置的自动找正和焊枪位置移动,实现精准定位和对产品的有效焊接。
12.(2)本实用新型工装本体上的结构设置,实现对待焊接产品的有效固定,防止产品焊接过程中出现产品位移而影响产品焊接精度,产生不良品。
13.(3)本实用新型工装本体上设置的调节板和拨板,能及时进行调节以便适应不同衬套孔位置。
14.(4)本实用新型人工操作方便,大大提高了产线工作效率,降低人为次品率,保障了产品大批量生产时焊接精度和焊接质量的要求。
15.(5)本实用新型机械化自动化程度高,降低了生产中员工的职业危害,有效保护员工职业安全,降低职业病发病率。
附图说明
16.为了使本实用新型的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本实用新型作进一步详细的说明,其中
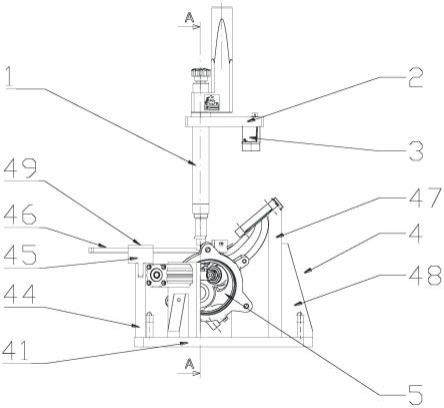
17.图1为本实用新型的结构示意图;
18.图2为本实用新型的a-a面剖视图;
19.图3为本实用新型的俯视图。
具体实施方式
20.见图1,本实用新型包括焊枪1还包括照相机3,焊枪1整体下方安装有工装本体4,焊枪1上端部设置在移动支架上,照相机3设置在照相机固定架2一端,照相机固定架2另一端与焊枪1上部连接,照相机固定架2设置在移动支架下部,所述焊枪1和照相机3分别与plc控制系统连接。
21.见图1、2、3,工装本体4包括底板41和设置在底板41上端的主支撑板42,主支撑板42上连接有定位柱43,底板41右端设置有锁紧板47。支撑板42和锁紧板47以及定位柱43对待焊接产品进行定位固紧,防止产品移动,从而影响焊接进度,也可以通过筋板48的设置来加固锁紧板和主支撑板42,从而进一步增强了工装本体的使用寿命。
22.见图1,底板41左端设置有调节板44,调节板44顶端设置有沿调节板44长度方向布置的滑槽,滑槽内滑动安装滑块45,滑块45端部设有凹口,凹口内放置拨板46,拨板46一端沿调节板44宽度方向伸出滑块45。调节板44和拨板46,能及时进行调节以便适应不同衬套孔位置。
23.专利名称为一种智能定位过胶装置(cn210386399u,20200424,番禺精美五金塑料制品有限公司)和一种视觉微点焊装置(cn211219261u,20200811,北京瑞诚联众科技有限公司)以及一种全自动外径焊接机的焊枪移动装置(cn206169520u,20170517,安徽威迈光机电科技有限公司),均公开了利用plc控制系统处理照相机拍摄的照片、利用plc系统进行焊枪自动化焊接的技术方案,本实用新型不再对plc控制系统如何控制焊枪和照相机工作进行说明。
24.本实用新型的工作原理为:焊接时,将待焊接产品5通过定位柱43和锁紧板47放置在工装本体4上,通过调节滑块45或者拨板46调整待焊接位置。通过plc系统控制,使得照相机3对焊接处进行拍照找出中心位置为基准点,利用plc系统控制将焊枪1移动至基准点进行焊接,焊接完毕后,焊枪1移动至原位,然后取出焊接完毕的产品。
25.以上所述的具体实施例,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种自动找正的焊枪装置,包括焊枪(1),其特征在于:还包括照相机(3),所述焊枪(1)整体下方安装有工装本体(4),所述焊枪(1)上端部设置在移动支架上,所述照相机(3)设置在照相机固定架(2)一端,所述照相机固定架(2)另一端与焊枪(1)上部连接,所述照相机固定架(2)设置在移动支架下部,所述焊枪(1)和照相机(3)分别与plc控制系统连接。2.根据权利要求1所述的一种自动找正的焊枪装置,其特征在于:所述工装本体(4)包括底板(41)和设置在底板(41)上端的主支撑板(42),所述主支撑板(42)上连接有定位柱(43),所述底板(41)右端设置有锁紧板(47)。3.根据权利要求2所述的一种自动找正的焊枪装置,其特征在于:所述底板(41)左端设置有调节板(44),所述调节板(44)顶端设置有沿调节板(44)长度方向布置的滑槽,所述滑槽内滑动安装滑块(45),所述滑块(45)端部设有凹口,所述凹口内放置拨板(46),所述拨板(46)一端沿调节板(44)宽度方向伸出滑块(45)。4.根据权利要求3所述的一种自动找正的焊枪装置,其特征在于:所述滑块(45)上设有封板(49),锁紧板(47)右侧固定设有筋板(48)。5.根据权利要求1至4任意一项所述的一种自动找正的焊枪装置,其特征在于:所述工装本体(4)上放置待焊接品(5)。6.根据权利要求1所述的一种自动找正的焊枪装置,其特征在于:所述照相机固定架(2)设置在1/2焊枪上端。
技术总结
本实用新型涉及一种自动找正的焊枪装置,包括焊枪,还包括照相机,所述焊枪整体下方安装有工装本体,所述焊枪上端部设置在移动支架上,所述照相机设置在照相机固定架一端,所述照相机固定架另一端与焊枪上部连接,所述照相机固定架设置在移动支架下部,所述焊枪和照相机分别与PLC控制系统连接。本实用新型实现了焊接位置的精准定位,人工操作方便,有效保护员工职业安全,大大提高了产线工作效率,降低了人为次品率,保障产品大批量生产时焊接精度和焊接质量的要求。和焊接质量的要求。和焊接质量的要求。
技术研发人员:陈展浩 张旸 熊新元
受保护的技术使用者:江苏毅合捷汽车科技股份有限公司
技术研发日:2021.09.26
技术公布日:2022/6/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1